Antimony (Sb) is the 51st element in the periodic table, a metalloid belonging to the nitrogen group, possessing both metallic and non-metallic physicochemical properties. It is widely distributed in nature, primarily in compound form, with stibnite being its core commercial mineral. Its history of use spans thousands of years, evolving from ancient applications in cosmetics and medicine to modern strategic industries such as metallurgy, electronics, flame retardants, and glass manufacturing. The human use of antimony dates back 6,000 years, with ancient Egyptians mixing stibnite with lead sulfide to create black eye makeup (Khol). Ancient China and Greece also recorded the use of antimony powder as a laxative and preservative. With the advancement of industrial civilization, the unique physicochemical properties of antimony have been progressively discovered, and its role in improving material performance and ensuring product safety has become increasingly prominent. As a metalloid with both metallic and non-metallic characteristics, antimony can improve the hardness and strength of lead, making it a key raw material for new energy vehicle lead-acid batteries and military tracer bullets. Its oxides possess excellent flame-retardant properties and are widely used in fire-resistant materials in the construction, electronics, and textile industries. High-purity antimony is also an important dopant material in semiconductor manufacturing, supporting the development of the electronic information industry. Due to the uneven global distribution of antimony resources, the environmental risks associated with its mining and processing, and its irreplaceable role in several strategic industries, the United States and the European Union have listed it as a critical strategic mineral. Currently, the expansion of the global new energy industry and the upgrading of flame retardant standards are continuously driving the growth of antimony market demand, while stricter environmental policies are imposing higher requirements on antimony mining and processing.
Basic properties of antimony
Basic chemical information about antimony
Antimony (Sb) has an atomic number of 51, an atomic weight of 121.76, and an electron configuration of [Kr] 4d¹⁰5s²5p³. It belongs to Group VA (nitrogen group) of the periodic table, along with nitrogen, phosphorus, arsenic, and bismuth. Its name originates from the Greek words "anti" (not) and "monos" (alone), primarily because antimony is highly reactive and readily forms stable compounds with various elements such as oxygen, sulfur, and chlorine. Pure antimony is difficult to find in nature, and this characteristic determines that its mineral deposits mainly exist in the form of compounds. The element symbol "Sb" comes from the Greek word "stibium" (meaning "mark"), corresponding to the ancient practice of using stibnite powder to darken eyebrows and eyelashes. This application is clearly documented in ancient Egyptian murals and ancient Greek literature.
Isotopic composition of antimony
Naturally occurring antimony consists of two stable isotopes, antimony-121 (¹²¹Sb) and antimony-123 (¹²³Sb), with relative abundances in the Earth's crust of approximately 57.36% and 42.64%, respectively. In addition, there are 35 artificially synthesized antimony isotopes with mass numbers ranging from 103 to 139, all of which are radioactive and have half-lives ranging from nanoseconds to years. Among these, antimony-125 (half-life approximately 2.76 years) is widely used in industrial flaw detection and nuclear medicine imaging; antimony-119, due to its short half-life (approximately 38.1 hours), is mainly used in isotopic labeling research in scientific experiments. The isotopic composition characteristics of stable isotopes provide important geochemical evidence for the study of the genesis of antimony ores and resource tracing.
Physical properties of antimony

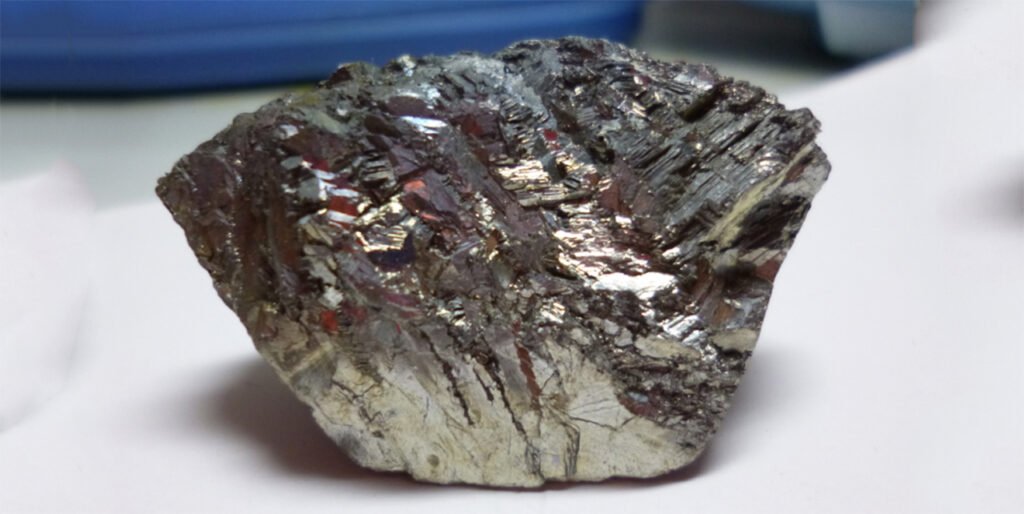
Antimony exhibits typical metalloid duality in its physical properties. In its metallic form, antimony is a silvery-gray solid with a metallic luster, closely resembling bismuth in appearance. It can be distinguished from bismuth by parameters such as density and melting point (antimony's density is 6.697 g/cm³, while bismuth's is 9.78 g/cm³). Its melting point is 631°C, its boiling point is 1587°C, and its Mohs hardness is 3. It is soft, unable to leave scratches on hard surfaces like steel or rock, and lacks ductility; it is brittle and easily fractures when subjected to external force, and can be crushed into a fine powder.
In its non-metallic form, antimony is a gray amorphous powder without metallic luster, with a density slightly lower than that of metallic antimony (approximately 6.5 g/cm³). This form remains stable in dry air, but slowly oxidizes to antimony trioxide (Sb₂O₃) when exposed to humid environments or high temperatures. Furthermore, the electrical and thermal conductivity of non-metallic antimony is significantly lower than that of metallic antimony; its electrical conductivity is only about one ten-thousandth of that of copper. This characteristic gives it potential applications in some insulating materials.
Chemical properties of antimony
Antimony's chemical properties are intermediate between those of metals and nonmetals. At room temperature, metallic antimony oxidizes slowly, forming a dense oxide film on its surface that prevents further corrosion of the underlying metal. However, at high temperatures (above 600°C), it reacts rapidly with oxygen to form antimony trioxide (Sb₂O₃), and if sufficient oxygen is present, it can be further oxidized to antimony pentoxide (Sb₂O₅).
Antimony's reactions with acids and bases are selective: it does not react significantly with dilute hydrochloric acid or dilute sulfuric acid, but it can be oxidized by concentrated hydrochloric acid and concentrated sulfuric acid, forming corresponding antimony salts (such as antimony trichloride, SbCl₃). It reacts with concentrated sodium hydroxide solution to form sodium antimonate (Na₃SbO₃) and release hydrogen gas. Furthermore, antimony has a strong affinity for sulfur, and in nature, it often exists in the form of sulfides (such as stibnite, Sb₂S₃). In industrial production, antimony sulfide compounds are also often prepared through sulfidation reactions.
Characteristics of antimony's distribution in the Earth's crust
Antimony ranks 63rd in abundance in the Earth's crust, with an average content of approximately 0.2 ppm (parts per million). This is lower than tin (2.2 ppm), arsenic (1.8 ppm), and rare earth elements (total abundance approximately 17 ppm), but higher than bismuth (0.008 ppm), mercury (0.007 ppm), and silver (0.075 ppm). Antimony's distribution in the Earth's crust is characterized by its "dispersed" nature; it does not form large-scale single deposits, but is mainly dispersed as an associated or co-existing element in over 100 minerals. Only a few minerals, such as stibnite, cervantite, and kermesite, have industrial mining value.
Globally, antimony resources are mainly concentrated in the Circum-Pacific metallogenic belt and the Mediterranean-Himalayan metallogenic belt. The provinces of Hunan, Guangxi, Guizhou, and Yunnan in China are among the richest regions in the world for antimony resources, accounting for over 60% of the global reserves. Large antimony deposits are also found in the Siberian region of Russia, the Pamir Mountains of Tajikistan, and the Potosi region of Bolivia. It is important to note that antimony is not a rare earth metal, but due to its irreplaceable role in strategic fields such as military and electronics, it has been listed as an important element in the "Critical Minerals List" by the United States, and the European Union has also included it in its "List of Critical Raw Materials."
The occurrence and processing of antimony ore
The mode of occurrence and main minerals of antimony ore

In its natural state, antimony rarely exists in its elemental metallic form; only trace amounts of native antimony are found in a very few rich ore deposits. Its primary forms of occurrence are as compounds such as sulfides, oxides, and carbonates, with sulfide minerals accounting for over 90% of its occurrences.
- Primary Commercial Antimony Mineral: Stibnite (Sb₂S₃) is the only antimony ore with large-scale commercial mining value. It contains up to 72% antimony and 28% sulfur, has a lead-gray appearance with a strong metallic luster, and its crystals are mostly long columnar or needle-shaped. It often coexists with minerals such as calcite, quartz, and pyrite. More than 80% of the world's antimony production comes from stibnite mining. Mines in Xikuangshan, Hunan Province, and Dachang, Guangxi Province, China, primarily mine stibnite.
- Secondary Antimony-Containing Minerals: Oxides and carbonate minerals such as cervantite (Sb₂O₄), valentinite (Sb₂O₃), and romeite (CaSb₂O₆) also contain a certain amount of antimony, but due to their lower antimony content (mostly between 30%-50%) or the difficulty of mining, they are only recovered as byproducts in some regions. In addition, antimony is often associated with gold, silver, copper, lead, and zinc ores. In areas such as Nevada in the United States, British Columbia in Canada, and Victoria in Australia, antimony is often extracted as a byproduct during the smelting of gold and copper, with a recovery rate of approximately 30%-50%.
Distribution of major antimony deposits worldwide
Global antimony resources are highly concentrated, with only about a dozen countries having commercially viable antimony deposits. These are primarily located in the following regions:
- China: The world's largest antimony resource country and producer, with deposits mainly concentrated in the four provinces of Hunan, Guangxi, Guizhou, and Yunnan. The Xikuangshan deposit in Hunan is the world's largest stibnite deposit, with cumulative proven reserves exceeding 2 million tons and an average antimony grade of 2%-5%; the Dachang deposit in Guangxi is a co-existing antimony-tin deposit, with antimony reserves of approximately 800,000 tons, accompanied by various beneficial elements such as tin and zinc.
- Russia: Antimony resources are mainly distributed in the Neryungri deposit in the Siberian region and the Udokan deposit in the Transbaikal region, primarily consisting of stibnite, with reserves of approximately 500,000 tons and antimony grades mostly between 1%-3%. Mining is mainly carried out through underground methods.
- Tajikistan: Antimony deposits are concentrated in the Anzob and Terekt deposits in the Pamir Mountains, with reserves of approximately 400,000 tons and a relatively high antimony grade (average 3%-6%), but mining scale is relatively small due to transportation limitations.
- Other countries: Bolivia's Potosi deposit, Kyrgyzstan's Kadamzhai deposit, and Myanmar's Monywa deposit also have certain reserves, but these are mostly medium- and small-sized deposits, and are often associated with other metal ores.
| Country | Main Deposit Names | Reserve Scale (10,000 tons) | Antimony Grade Range | Mining Method |
| China | Xikuangshan in Hunan, Dachang in Guangxi | 280 (total) | 2%-5% | Open-pit + Underground Mining |
| Russia | Nelyungry, Udokan | 50 | 1%-3% | Underground Mining |
| Tajikistan | Anzob, Terek | 40 | 3%-6% | Underground Mining |
| Bolivia | Potosí | 30 | 2%-4% | Open-pit Mining |
| Kyrgyzstan | Kadamjay | 25 | 1.5%-3.5% | Open-pit + Underground Mining |
Processing technology of antimony ore
The mining and processing of antimony ore easily generate wastewater, waste gas (containing sulfur dioxide and antimony dust), and solid waste (slag), causing pollution to soil and water bodies. Therefore, advanced technologies and specialized machinery are required to achieve green industrial production. The processing flow mainly includes crushing, grinding, classification, separation, and product purification. Different types and grades of antimony ore correspond to different processes and machinery combinations, as shown in the table below:
Processing technology for high-grade (≥3%) stibnite (sulfide ore)
This type of ore is preferably processed using jigging or shaking table separation methods. The core machinery includes jaw crushers, cone crushers, grate-type ball mills, spiral classifiers, sawtooth wave jigging machines, and 6S shaking tables. After crushing the ore to a particle size of less than 20mm, it enters the grinding stage. After grinding, the ore is screened by classification equipment, and the qualified slurry enters the jigging machine or shaking table for gravity separation. Finally, after dewatering, antimony concentrate is obtained. This type of ore has high density and coarse particles, with a density difference of approximately 4.0 g/cm³ compared to the gangue. The gravity separation efficiency can reach over 85%, and the ore loss rate is low.
Environmental protection measures include equipping the process with inclined tube sedimentation tanks and plate and frame filter presses to treat the beneficiation wastewater, achieving a wastewater recycling rate of ≥90%; using a combination of sand making machines and fine crushers to process the beneficiation slag, achieving a comprehensive slag recovery rate of ≥85%; and using pulse bag dust collectors to treat the dust generated during crushing and grinding, achieving a dust removal rate of ≥99%.
Processing technology for low-grade (<3%) stibnite (sulfide ore)

Low-grade (<3%) stibnite (sulfide ore) requires froth flotation. The core machinery includes a jaw crusher, hydraulic cone crusher, vertical roller mill or overflow ball mill, high-weir spiral classifier, pneumatic mechanically agitated flotation machine, and vacuum filter. After crushing and grinding the ore to a particle size where 70% is less than 0.074 mm, the pulp is transferred to a conditioning tank where xanthate collectors and pine oil frothers are added. After mineral enrichment in the flotation machine, the concentrate undergoes thickening, filtration, and drying to obtain antimony concentrate with a grade exceeding 20%, meeting industrial smelting standards.
Environmental protection measures include a dissolved air flotation unit and activated carbon adsorption tower to treat flotation wastewater, achieving a COD removal rate of ≥80%; a fiberglass desulfurization tower using the limestone-gypsum method to treat sulfur-containing exhaust gas from the flotation process, achieving a sulfur dioxide removal rate of ≥90%; and a combination of jaw crusher and ball mill for reprocessing the beneficiation tailings, achieving an antimony recovery rate of ≥30% from the tailings.
Processing technology for low-to-medium grade antimony oxide ore
Antimony oxide ore belongs to the category of difficult-to-float ores. The commonly used process in the industry is gravity separation combined with acid leaching. The crushing and grinding stages are identical to those used for mechanical and low-grade sulfide ores. The separation stage utilizes only a 6S shaking table, while the acid leaching and roasting stages incorporate acid-resistant reactors, plate-and-frame filter presses, and horizontal rotary kilns. After gravity separation, the tailings enter the acid-resistant reactor for acid leaching to extract antimony. The leachate is then subjected to precipitation and filtration to obtain antimony salt, which is then sent to the rotary kiln for roasting, ultimately producing antimony oxide as the final product. This process can increase the overall recovery rate of antimony oxide ore to over 70%, solving the industry problem of difficult separation of antimony oxide ore.
Environmental protection measures include equipping the process with a neutralization reactor and heavy metal precipitation tank to treat the acid leaching wastewater, achieving a heavy metal ion removal rate of ≥98%; a combination of cyclone dust collector and high-pressure electrostatic precipitator is used to treat the roasting flue gas, with an antimony dust recovery rate of ≥99%; and a centrifugal clean water pump and water storage tank form a water circulation system, achieving a water recycling rate of ≥85% in the mineral processing.
Processing technology for antimony-bearing associated minerals with antimony content < 1%
The antimony content in this type of ore is extremely low, making independent mining economically unviable. The industry universally employs a process of recovering antimony as a byproduct of main ore smelting. The core processing equipment includes electrostatic precipitators, mechanically stirred leaching tanks, solvent extraction equipment, and vacuum distillation furnaces. Antimony is primarily enriched through two channels: dust collection from the main ore smelting flue gas and leaching of the slag. The enriched antimony raw material then undergoes extraction, purification, and distillation to produce the final antimony product. The core advantage of this process is that it leverages the main ore production system, eliminating the need for a separate beneficiation production line, thus reducing the overall cost of antimony recovery by approximately 60%.
The environmental protection measures involve directly utilizing the main ore's integrated desulfurization and denitrification unit, biochemical reaction tanks, and other environmental protection equipment. Additionally, a dedicated cyclone separator is used for antimony dust recovery, achieving a recovery rate of ≥95%; membrane separation equipment is used to treat the leaching wastewater, resulting in a water resource recovery rate of ≥80%.
The core machinery for antimony ore processing.
The core machinery used in antimony ore processing covers seven major categories: crushing, grinding, classification, separation, leaching, roasting, and refining. Each type of machinery has specific technical parameters and unique operating characteristics, and plays a fixed production role in antimony ore processing. These are core equipment for ensuring the efficiency of antimony ore beneficiation and the quality of the final product. The detailed parameters and application points of each type of machinery are as follows:
Fractured core machinery
Crushing equipment is the primary core equipment in antimony ore processing. Its main function is to crush the mined ore to a particle size suitable for subsequent grinding processes. It is divided into two types: coarse crushing and medium-fine crushing equipment. These two types of equipment must form a stepped crushing combination and cannot operate independently.
- Jaw Crusher: This is a specialized equipment for coarse crushing of antimony ore. The mainstream models have a processing capacity range of 100-300 t/h, a maximum feed size of ≤600 mm, and an adjustable discharge size in the range of 10-100 mm. The crushing chamber adopts a deep cavity design, the eccentric shaft speed is 220 r/min, and the crushing ratio can reach 6-8. The wear-resistant parts of the equipment are made of high-manganese steel, which is suitable for the hardness characteristics of antimony ore and avoids frequent wear problems. In antimony ore processing, it mainly handles large pieces of raw ore after mining.
- Cone Crusher: This is the core equipment for medium and fine crushing of antimony ore. The mainstream models have a processing capacity range of 200-500 t/h, a maximum feed size of ≤150 mm, and a precisely adjustable discharge size in the range of 5-20 mm. The equipment adopts hydraulic cavity clearing and overload protection design, the moving cone speed is 180 r/min, and the crushing ratio can reach 10-15. The crushed ore particles are uniform in size with no flaky particles, providing high-quality raw materials for the subsequent grinding process. It is a versatile equipment for processing both high-grade and low-grade antimony ore.
Core machinery for ore grinding

The ball mill is the sole core equipment in the antimony ore grinding process, with no alternative models available. Its core function is to grind the crushed ore to the particle size required by the beneficiation process. The ball mills commonly used in antimony ore processing are divided into grate-type and overflow-type, each suited to different beneficiation processes.
- Grate-type Ball Mill: Suitable for gravity separation processes of high-grade antimony ore. Mainstream models have a processing capacity of 30-100 t/h, an effective grinding cylinder length of 3.6-6.0 m, and a cylinder rotation speed of 22-26 r/min. The grinding particle size can be stably controlled at 0.45-0.15 mm, and the grinding concentration is maintained at 75%-80%. The equipment uses a grate plate for forced discharge, resulting in high grinding efficiency and no pulp retention problems. It is suitable for processing coarse-grained ore pulp.
- Overflow-type Ball Mill: Suitable for froth flotation processes of low-grade antimony ore. Mainstream models have a processing capacity of 20-80 t/h, an effective grinding cylinder length of 3.6-7.0 m, and a cylinder rotation speed of 20-24 r/min. The grinding particle size can be stably controlled at 0.074-0.20 mm, and the grinding concentration is maintained at 70%-75%. The equipment uses overflow discharge, resulting in finer particle size of the ground pulp, meeting the requirements of the flotation process for ore particle size. It is the dedicated grinding equipment for the flotation method.
The operating efficiency of a ball mill is directly related to the ore hardness and the steel ball ratio. In antimony ore processing, a commonly used steel ball ratio is ф120mm:ф80mm:ф40mm = 3:4:3, which allows for both impact and grinding actions on the ore, increasing grinding efficiency by approximately 15%.
Grading machinery
The spiral classifier is a specialized classification equipment used in antimony ore processing. It forms a forced closed-loop circuit with the ball mill. Its core function is to screen the particle size of the ore pulp after grinding, returning unqualified coarse particles to the ball mill for further grinding, and sending the qualified fine particles to the separation stage, thus ensuring the stability of the beneficiation process. The mainstream processing capacity of this equipment is 50-200 m³/h, with a classification efficiency of ≥70%. The spiral blades of the classifier are made of wear-resistant rubber, and the blade rotation speed can be adjusted between 8-15 r/min. The overflow weir height can be adjusted according to the pulp concentration, adapting to the classification needs of different grades of antimony ore. In antimony ore processing, the classification accuracy of the spiral classifier directly affects the operating efficiency of the subsequent separation stage; unqualified pulp classification can lead to a 5%-8% reduction in separation recovery rate.
Sorting core machinery
These are divided into two main categories: gravity separation machinery and flotation machinery. Different types of machinery are suitable for different grades and types of antimony ore, and they differ significantly in their operating principles and technical parameters, making them a core factor in determining the efficiency of antimony ore beneficiation.
Gravity separation machinery
Gravity separation machinery includes two types: jigging machines and shaking tables. Both are specialized separation equipment for high-grade antimony ore. Their operating principle is based on separating minerals from gangue using differences in density, without the addition of chemical reagents, resulting in low processing costs and no pollution.
- Sawtooth Wave Jig: The main processing capacity is 15-30 t/h, the pulsation frequency is adjustable between 100-180 times/min, and the pulsation stroke is 10-25 mm. The jigging chamber of the equipment adopts a trapezoidal design. After the ore pulp is stratified in the jigging chamber, heavy minerals are discharged through the concentrate outlet, and gangue is discharged through the tailings outlet. It offers high separation accuracy, and the ore recovery rate can reach over 88%. It is mainly suitable for the separation of coarse and medium-grained high-grade antimony ore and is the main equipment for gravity separation of antimony ore.
- 6S Shaking Table: The main processing capacity is 5-15 t/h, the table surface size is 3000×1500 mm to 4500×1800 mm, the table stroke is 10-30 mm, the stroke frequency is 200-400 times/min, and the lateral water flow velocity is 0.5-1.5 cm/s. The ore pulp is stratified under the combined action of the reciprocating motion of the table surface and the lateral water flow. Antimony concentrate is enriched in the concentrate zone of the table surface, and gangue is enriched in the tailings zone. The grade of the separated ore can reach over 45%. It is mainly suitable for the separation of fine-grained high-grade antimony ore, complementing the shortcomings of the jigging machine in separating fine-grained ore.
Flotation machinery
The pneumatic mechanical agitation flotation machine is a specialized separation equipment for low-grade antimony ore, and it is the only core equipment in the antimony ore flotation process. Mainstream models have a single-cell volume of 8-50 m³, an impeller speed of 280-420 r/min, an aeration rate of 0.8-1.2 m³/(m²·min), and an adjustable gap between the impeller and stator of 5-8 mm. This equipment generates negative pressure through the rotation of the impeller, drawing air into the pulp to form stable bubbles. Under the action of a collector, antimony minerals attach to the surface of the bubbles and float to the surface of the pulp to form a foam layer. After being scraped off by a scraper, antimony concentrate is obtained, with a separation and recovery rate of ≥85%. It is the core equipment for achieving mineral enrichment of low-grade antimony ore.
Leaching and roasting
The specialized equipment for processing antimony oxide ore and associated antimony ores is not universally adaptable. Its core function is to achieve the leaching and purification of antimony elements. The technical parameters and materials of the equipment must meet the chemical characteristics requirements of the antimony ore. The specific parameters are as follows:
- Acid-resistant reactor: With a core volume of 5-50 m³ and a stirring speed of 60-120 r/min, the reactor body is made of 316L stainless steel, possessing resistance to hydrochloric and sulfuric acid corrosion. The jacketed design allows for precise temperature control within the reactor, maintaining the leaching temperature at 60-80℃. This achieves an antimony extraction rate of over 90%, making it a core piece of equipment for the acid leaching of antimony from antimony oxide ore.
- Horizontal rotary kiln: The roasting temperature can be precisely controlled at 600-800℃, with a cylinder rotation speed of 0.5-1.5 r/min and a cylinder inclination of 3%-5%. After oxidative roasting in the rotary kiln, antimony salts are directly converted into antimony trioxide product. The purity of the roasted product can reach over 99%, making it a core piece of equipment for the preparation of antimony oxides.
Refining and purification
The vacuum distillation furnace is the core equipment for the refining and purification of antimony ore, and the only dedicated equipment for the preparation of high-purity antimony. The equipment operates at a vacuum degree of ≥10 Pa, with a controllable distillation temperature of 1200-1400℃ and a distillation time of 3-5 hours. Through vacuum distillation, impurities such as lead, bismuth, and arsenic are removed from the antimony raw material, resulting in antimony with a purity of over 99.999%, meeting the quality requirements for high-purity antimony in the electronics and semiconductor industries. The core advantage of this equipment is that the purification process does not involve the addition of chemical reagents, resulting in a product free from impurity contamination, making it essential equipment for the preparation of high-end antimony products.
Types of processed products
After processing antimony ore through different processes, the core products produced are divided into three main categories: primary antimony, antimony oxides, and antimony alloys. These three types of products have different quality standards and application fields, forming a complete product system for antimony ore processing.
- Primary Antimony: Divided into refined antimony and crude antimony. Refined antimony has an antimony content of ≥99.5%, while crude antimony has an antimony content of 95%-99%. It is mainly used in the production of antimony alloys and various antimony compounds. China is the world's largest producer of primary antimony, accounting for over 70% of the global total annual output.
- Antimony Oxides: Antimony trioxide is the core product, accounting for over 95% of the total antimony oxide production. Antimony pentoxide is the second most important product. Both types of products have a purity of ≥99%, and are mainly used in flame retardant materials, the glass industry, and pigment production. The United States and the European Union are the main consumers of antimony oxides globally.
- Antimony Alloys: The main categories are lead-antimony alloys, tin-antimony alloys, and copper-antimony alloys. Lead-antimony alloys, with an antimony content of 5%-15%, are the largest category of antimony alloys by production volume and are widely used in lead-acid battery plates, cable sheathing, and other products. Babbitt metal is a composite alloy of antimony, tin, and copper, with an antimony content of 10%-20%, and is a specialized alloy material for the manufacture of mechanical bearings.
The toxicity and diverse applications of antimony.
Toxic effects and environmental behavior

Antimony poses a clear threat to natural ecosystems. Its main environmental migration pathway is through mining emissions → water and soil pollution → plant and animal accumulation → food chain transfer. Antimony migrates slowly in the natural environment and is difficult to degrade; the half-life of antimony in soil is approximately 10-30 years, and in water, it is approximately 5-10 years. Antimony in soil inhibits the growth and development of plant roots, reduces the efficiency of photosynthesis, and leads to a decrease in the yield and quality of crops. When the concentration of antimony in water exceeds 0.1 mg/L, it can cause acute toxicity to fish and amphibians, leading to gill damage, liver lesions, and other problems, and in severe cases, can lead to animal death.
- Currently, several countries worldwide have established environmental quality control standards for antimony. China stipulates a limit of 0.05 mg/L for antimony in surface water and 30 mg/kg for antimony in cultivated soil; the US EPA sets a limit of 0.006 mg/L for antimony in drinking water, and the EU sets a limit of 20 mg/kg for antimony in soil. These strict environmental standards provide a regulatory basis for the green mining and processing of antimony ore.
- Antimony and its compounds are known to be toxic to humans, and the toxicity varies significantly depending on the form of antimony. Trivalent antimony is more than 10 times more toxic than pentavalent antimony, and inorganic antimony compounds are far more toxic than organic antimony compounds. The main routes of human exposure to antimony are inhalation, skin contact, and ingestion. Different exposure routes lead to different health hazards: long-term inhalation of antimony dust or antimony oxide fumes at a concentration of 9 mg/m³ can cause irritation of the conjunctiva and respiratory mucosa, manifesting as cough, chest tightness, and sore throat. Long-term exposure can lead to chronic bronchitis, pulmonary fibrosis, and other lung diseases; prolonged skin contact with antimony compounds can cause contact dermatitis, characterized by skin redness, itching, and peeling; ingestion of food or drinking water with excessive antimony content can cause gastrointestinal symptoms such as nausea, vomiting, diarrhea, and abdominal pain. A single dose of antimony exceeding 100 mg may cause organic damage to the heart, liver, and kidneys.
- The toxicity of antimony was discovered in ancient times, but due to the lack of alternative materials, stibnite powder was still used as a laxative and eye makeup ingredient. Such applications, involving direct contact with the human body and uncontrolled dosage, posed extremely high health risks and have now been completely banned worldwide. In modern industrial production, workers involved in antimony mining and processing wear protective equipment such as dust masks, acid-resistant gloves, and safety glasses. Combined with optimized beneficiation processes and supporting environmental protection equipment, the risk of antimony exposure can be effectively reduced, and the occupational health incidence rate among antimony workers worldwide has significantly decreased.
The main application areas of antimony
The physicochemical properties of antimony determine its diverse applications. Despite its inherent toxicity, antimony is indispensable in fields such as metallurgy, materials science, electronics, glass manufacturing, and medicine. Furthermore, its toxicity risks can be effectively mitigated through standardized production and usage practices. The following outlines the global consumption breakdown and core applications of antimony across various sectors, each demonstrating clear technical value and industrial demand:
Metallurgy field (45% of applications)
The metallurgical field is the largest application area for antimony. Antimony's core function is as a modifier for metal alloys. By adding antimony to base metals, the hardness, strength, wear resistance, and corrosion resistance of the alloy can be significantly improved. This significant improvement in alloy performance can be achieved with an addition ratio of only 5%-20%.
- Lead-Antimony Alloys: This is the most important metallurgical application of antimony. Adding 5%-15% antimony to lead increases hardness from 1.5 to 3.0, increases strength by more than 40%, and improves corrosion resistance by 30%. These alloys are widely used in lead-acid battery plates for new energy vehicles and traditional fuel vehicles, accounting for 70% of the total consumption of lead-antimony alloys; they are also used in cable sheathing, chemical equipment linings, and the manufacture of casings for military tracer bullets.
- Babbitt Metal: This is a ternary alloy of antimony, tin, and copper, with an antimony content of 10%-20%, a tin content of 60%-70%, and a copper content of 5%-10%. This alloy has a friction coefficient of only 0.08-0.12, combining high hardness with good lubrication, making it a specialized material for sliding bearings in large steam turbines, generators, and internal combustion engines.
- Other Alloys: Alloys formed from antimony with zinc and aluminum possess lightweight and high-strength characteristics, and are used in the manufacture of aerospace components; alloys formed from antimony with gold and silver can improve the hardness and wear resistance of jewelry, reducing wear and tear on precious metals.
Flame-retardant materials sector (accounting for 30% of applications)
The field of flame-retardant materials is the second largest application area for antimony, and antimony trioxide is the most widely used inorganic flame retardant globally, with no substitute material offering equivalent flame-retardant effects. The flame-retardant mechanism of antimony trioxide is as follows: under high temperatures, antimony trioxide decomposes to produce antimony oxide vapor, which combines with free radicals generated during material combustion, inhibiting the chain reaction of combustion; simultaneously, the decomposition products form a dense oxide layer on the material surface, isolating oxygen and heat transfer, thereby achieving a flame-retardant effect. Antimony trioxide has high flame-retardant efficiency, and an addition ratio of only 3%-5% can achieve ideal flame-retardant standards. It is widely used in products such as PVC cables, plastic casings for home appliances, building textiles, fire-fighting suits, car tires, mattresses, and sofas. More than 70% of the antimony produced in the United States is used in the form of antimony trioxide in the field of flame-retardant materials.
Electronics sector (10% of applications)
The electronics field is a high-end application area for antimony, with the core raw material being high-purity antimony with a purity of ≥99.999%. The core function of high-purity antimony is as a dopant in semiconductor materials. By doping trace amounts of antimony into semiconductor materials such as silicon and germanium, the conductivity of the semiconductor can be altered, achieving a transition in conductivity type from P-type to N-type. Semiconductor materials doped with antimony can be used to manufacture electronic components such as diodes, transistors, infrared detectors, and Hall effect devices, and are core raw materials for integrated circuits, solar cells, and military infrared guidance equipment. In addition, indium antimonide is an important semiconductor compound with excellent infrared detection performance, and can be applied in high-end fields such as aerospace remote sensing and medical infrared imaging, possessing extremely high technological added value.
Glass industry (8% of applications)
Antimony oxides have three core functions in the glass industry, and their applications are all critical aspects of glass production:
- Firstly, as a defoaming agent, antimony oxide reacts with oxygen and carbon dioxide in the molten glass during the glass melting process, forming volatile compounds that remove tiny bubbles from the glass. Adding 0.1%-0.3% of antimony oxide can achieve a bubble removal rate of over 90%, making it an essential additive in the production of optical glass and flat glass.
- Secondly, as a decolorizing agent, antimony oxide absorbs the yellowish-green tint caused by iron impurities in the glass, resulting in colorless and transparent special glass, meeting the quality requirements for precision instrument glass.
- Thirdly, as a stabilizer, in the production of emerald green glass and colored glass, antimony oxide stabilizes the coloring effect of the glass, preventing fading and discoloration during long-term use.
Household goods and decorative items (5% of applications)
The core application of antimony in this field is the production of lead-free pewter. Antimony replaces lead to form an alloy with tin, with antimony content ranging from 5% to 10% and tin content from 90% to 95%. This type of alloy is known as "British metal." Its lead-free nature avoids the toxicity risks associated with lead, while also possessing excellent malleability and luster. It can be used to produce everyday items and decorative products such as tableware, mugs, craft sculptures, and jewelry. The global market for lead-free pewter is growing at an average annual rate of approximately 3%, leading to a steady increase in the demand for antimony.
Pigment field (4% of total applications)
Antimony compounds are specialized pigments used in ceramics, plastics, coatings, and rubber. The main types include antimony trioxide (bright yellow), antimony sulfide (orange-red), and sodium antimonate (light yellow). These pigments have strong weather resistance and stable color, making them resistant to fading in outdoor environments. They are widely used in ceramic glazes, plastic toy coloring, building exterior coatings, and rubber product coloring, forming an important part of industrial pigment systems.
Other fields (representing 3% of applications)
Antimony has limited but significant applications in various fields, including fireworks, medicine, and chemical industries: in fireworks manufacturing, antimony trisulfide is a key ingredient in flash powder, added in proportions of only 1%-2%, producing a bright flash when burned; in the biomedical field, sodium stibogluconate is a highly effective drug for treating leishmaniasis (kala-azar), with a cure rate exceeding 95%; in the chemical industry, sodium antimonate is used in the production of enamel and glazes, and antimony trichloride serves as a catalyst in organic synthesis and a mordant in the textile industry.
Conclusion
Antimony (Sb), a typical metalloid element in the periodic table, possesses both metallic and non-metallic physicochemical properties. Its scarcity, strategic value, and environmental toxicity risks coexist, making it an indispensable element in industrial production. In the natural environment, antimony rarely exists in its elemental form; its core commercial mineral is stibnite. Global antimony resources are highly concentrated, with China, Russia, and Tajikistan being the main reserve and production countries. Antimony ore processing techniques must be selected specifically based on the type and grade of the ore. Gravity separation and froth flotation are the mainstream processes for antimony ore separation, while acid leaching auxiliary processes solve the separation difficulties of oxidized antimony ores. By-product recovery processes from associated minerals enable the comprehensive utilization of antimony resources. The core machinery for antimony ore processing is comprehensive and has clear technical parameters; crushing, grinding, separation, leaching, roasting, and refining machinery form a complete and adaptable system. The application of green and environmentally friendly machinery effectively reduces the environmental risks of antimony ore processing and is a core guarantee for the sustainable development of antimony resources. The global market supply and demand for antimony show a stable growth trend, with metallurgy and flame retardant materials being the core consumption areas. The development of new energy vehicles and the electronic semiconductor industry continues to drive the growth of antimony market demand, and the market price of antimony maintains a steady upward trend. Although antimony has clear ecotoxicity and human toxicity, its toxic risks can be effectively mitigated through the establishment of strict environmental standards, standardized production processes, and comprehensive protective measures. The application value of antimony in various industries is irreplaceable.