Wolframite, as a core ore resource for extracting the strategic metal tungsten, directly determines the comprehensive utilization efficiency and economic value of tungsten resources through its mineralogical characteristics, resource distribution pattern, processing technology optimization, and application scenario expansion. This paper systematically describes the mineralogical characteristics, global resource distribution and production status, price fluctuation patterns, and driving factors of wolframite. Taking a wolframite processing plant as a typical case study, it deeply analyzes the combined processing technology system of "crushing-grinding-magnetic separation-flotation" from the dimensions of equipment selection, parameter optimization, process control, and troubleshooting, detailing the technical details and operational points of each link. It also analyzes the technological paths for tungsten resource recycling and diversified application fields, and, in conjunction with industry development trends, provides comprehensive technical references and data support for the efficient, resource-oriented, and environmentally friendly development of the wolframite processing industry.
Basic mineralogical characteristics of wolframite
Core components and classification attributes
Wolframite is a solid solution mineral of iron, manganese and tungsten oxides with the chemical formula (Fe,Mn)WO₄. FeWO₄ (ferrotungsten iron ore) and MnWO₄ (ferrotungsten manganese ore) are in a complete isomorphous substitution relationship. Based on the ratio of iron and manganese content, it can be divided into three categories: ferrotungsten iron ore, ferrotungsten manganese ore and transitional wolframite. All of them belong to the major category of oxide minerals. The crystal system is monoclinic, and the crystal morphology is mostly in the form of tabular, columnar or acicular aggregates.
Physical and chemical properties
The physical properties of wolframite directly affect the choice of its processing technology. Specific parameters are as follows:
- Color: The color transitions from brownish-black to grayish-black with increasing iron content; pure tungsten manganese ore is light reddish-brown, and pure tungsten iron ore is iron-black.
- Mohs hardness: 4-4.5, lower than common gangue minerals (quartz Mohs hardness 7), easily broken but over-crushing should be avoided.
- Luster: Fresh fracture surface has a submetallic luster, turning to a resinous luster after weathering; the fracture surface is uneven.
- Stripe: Fixed at reddish-brown, one of the key characteristics for identifying wolframite in the field.
- Transparency: Completely opaque, no light transmission.
- Specific gravity: 7-7.5, much higher than gangue minerals (quartz specific gravity 2.65), providing a basis for gravity separation.
- Magnetics: Weakly magnetic; magnetic susceptibility increases with increasing iron content; no natural magnetism; separation requires a strong magnetic field.
- Melting point: 3410℃, one of the highest melting points among naturally occurring metallic minerals; strong chemical stability; does not react significantly with acids or alkalis at room temperature.
Geological Occurrence and Industrial Value
Wolframite formation is closely related to intermediate-acidic magmatic activity, primarily occurring in hydrothermal deposits at the contact zone between magmatic rocks such as granite and granodiorite and the surrounding rocks. It is often associated with minerals such as cassiterite, pyrite, magnetite, chalcopyrite, quartz, feldspar, and mica. The deposit types are mainly quartz vein type, greisen type, and skarn type. Globally, major deposits are concentrated in magmatic activity areas near plate collision zones.
Of the more than 20 tungsten minerals discovered in nature, only wolframite and scheelite (CaWO₄) have industrial mining value. Other tungsten minerals (such as tungsten sulphite and hydrotungsten) have not been mined on a large scale due to their low yield and low useful tungsten content. In most natural wolframite ores, the useful tungsten content (calculated as WO₃) is only 0.5%-1.5%, requiring specialized processing techniques to enrich the mineral and meet the quality requirements of downstream industries for tungsten raw materials.
Global tungsten resource distribution, production and market structure
Resource distribution characteristics
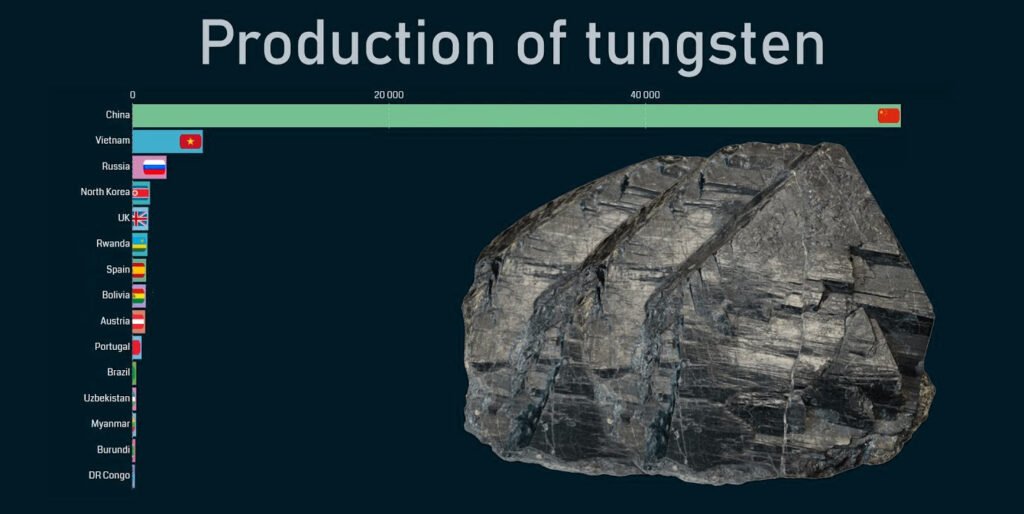
Tungsten resources are distributed extremely unevenly globally, with only a few countries possessing reserves of economic value for mining. According to a 2023 mineral resources survey report, global tungsten reserves are mainly concentrated in China, Russia, Australia, Vietnam, and "other countries" (total reserves of 950,000 tons), of which:
- China: Tungsten reserves of 2.3 million tons, accounting for 37.4% of global reserves. Resources are mainly concentrated in southern provinces such as Jiangxi (southern Jiangxi), Hunan (Chenzhou), and Guangdong (Shaoguan). Deposits are primarily quartz vein type, characterized by shallow burial, relatively simple associated mineral types, and low mining costs.
- Russia: Reserves of 400,000 tons, accounting for 6.5% of global reserves. Tungsten resources are mainly large vein deposits, distributed primarily in Siberia and the Far East, associated with non-ferrous metals such as copper, lead, and zinc. Mining relies on large-scale mechanized equipment and is significantly affected by geopolitical factors.
- Australia: Reserves of 570,000 tons, accounting for 9.3% of global reserves. Mostly low-grade deposits, mainly distributed in Queensland and New South Wales. Mining requires significant investment in beneficiation equipment, resulting in high processing costs. Production is significantly affected by fluctuations in international tungsten prices.
- Vietnam: Reserves of 74,000 tons, accounting for… Wolframite resources account for 1.2%, mainly small to medium-sized deposits, primarily distributed in Son La and Thanh Hoa provinces. It often occurs in association with tin, iron, and other minerals. Mining is primarily done in small to medium-sized mines, with some deposits also subject to manual mining. Other countries: Total reserves are 950,000 tons, accounting for 15.5%. These are mostly small deposits, scattered across Europe, Africa, and the Americas. Individual deposits have limited production, and the total global production accounts for less than 5%.
Price trends and driving factors
Price trends in recent years
From 2018 to 2023, global tungsten prices (measured as tungsten trioxide) exhibited a pattern of "steady rise - slight correction" with periodic fluctuations. Specific data is as follows:
- 2018: $172/ton. Affected by the slow global economic recovery, downstream demand was insufficient, and prices remained low.
- 2019: $198/ton. Global manufacturing recovered, and demand increased in the metallurgical and electronics industries, leading to a slight price increase.
- 2020: $225/ton. At the beginning of the COVID-19 pandemic, China, as a major supplier, implemented production shutdowns for epidemic prevention, resulting in supply contraction and driving up prices.
- 2021: $261/ton. Major global economies gradually resumed work and production, downstream industry demand rebounded rapidly, and prices continued to climb.
- 2022: $270/ton. A 20% year-on-year increase. Supply was limited due to tightened environmental policies and mine rectification in China, while demand remained strong.
- 2023: $260/ton. A slight decline, mainly due to the slowdown in global economic growth and weak demand in some downstream industries, but overall remaining stable.
Core driving factor analysis
Demand-side factors
- Metallurgical Industry: Cemented carbide is the largest consumer of tungsten, accounting for over 60% of global tungsten consumption. Demand for cemented carbide tools from industries such as machining, mining, and construction directly impacts total tungsten consumption. From 2021 to 2023, the global machining industry's capacity utilization rate increased from 65% to 78%, driving growth in cemented carbide production and indirectly boosting tungsten demand.
- Electronics Industry: Demand for tungsten electrodes, tungsten wires, and tungsten sputtering targets in semiconductors, LEDs, and new energy batteries has been increasing year by year. In 2023, global tungsten consumption in the electronics industry increased by 8.3% year-on-year, with the semiconductor industry accounting for 15%, becoming a significant engine of tungsten demand growth.
- Automotive Manufacturing Industry: The rapid development of new energy vehicles drives demand for tungsten alloy components used in key components such as engines, transmissions, and chassis. In 2023, global new energy vehicle production increased by 35% year-on-year, contributing approximately 6% to the growth in tungsten consumption.
- Aerospace and Nuclear Industry: Demand for tungsten from high-temperature alloys remains stable. Global aerospace manufacturing output grew by 12% in 2023, and increased nuclear reactor construction projects support long-term tungsten demand.
Supply-side factors
- China's Policy Regulation: As the world's largest tungsten producer and exporter, China's policies on total mining control, environmental inspections, and export quotas directly impact global supply. From 2021 to 2023, China closed approximately 300 small and medium-sized mines that failed to meet environmental standards, resulting in a 5% year-on-year decrease in total tungsten mining output and stabilizing global tungsten prices.
- Resource Scarcity and Mining Difficulty: Tungsten is a scarce mineral resource with limited global exploitable reserves. Some high-grade deposits are nearing depletion, and new deposits are mostly low-grade and complex symbiotic deposits. Mining and processing costs are rising annually, supporting long-term tungsten price stability.
- International Supply Stability: Production in countries like Russia and Vietnam is affected by geopolitical factors and infrastructure conditions, leading to insufficient supply stability. In 2022, Russia's tungsten exports decreased by 18% year-on-year, further highlighting the importance of China's supply.
Other influencing factors
- Competition from substitutes: Ceramic materials and diamond tools have replaced cemented carbide in some areas, but due to tungsten's high hardness and high-temperature resistance, it is difficult to completely replace it in the short term. In 2023, substitutes had less than 3% impact on tungsten demand.
- Inventory levels: The inventory cycle of major global tungsten processing companies is approximately 3-6 months. In 2023, the industry inventory rate remained at around 45%, which is within a reasonable range and did not exert significant pressure on prices.
- Exchange rate fluctuations: Changes in the US dollar exchange rate affect tungsten prices denominated in US dollars. In 2023, the US dollar index rose slightly by 2%, which had a slight suppressive effect on tungsten prices.
Wolframite processing technology
Wolframite ore has a complex composition with unevenly distributed useful minerals (mostly 0.05-0.5 mm) and a brittle texture that easily produces tungsten slime. A single processing method is insufficient for efficient resource recovery; a combined "crushing-grinding-magnetic separation-flotation" process is necessary. Through multi-stage synergistic control, comprehensive recovery of tungsten and associated sulfur and iron resources can be achieved. The following is a typical case study of a wolframite processing plant. The plant processes ore with a WO₃ content of 1.55%, containing associated minerals such as cassiterite (0.32%), pyrite (2.15%), magnetite (1.08%), quartz (65.2%), and feldspar (18.7%). The ore's distribution characteristics are: wolframite is mostly found in fine veins and platy forms interspersed with quartz and feldspar, locally linked to pyrite and magnetite; the gangue minerals are mainly quartz, which has high hardness. Through targeted process design and parameter optimization, the following results were achieved: WO₃ grade of 60.76% and recovery rate of 91.42% for tungsten concentrate; S content of 33.37% and recovery rate of 36.41% for sulfur concentrate; and Fe grade of 65.18% and recovery rate of 78.03% for iron concentrate. Specific process details are as follows:
Crushing process

Process objectives and technical requirements
The raw ore, with a maximum particle size of 500 mm after mining, is crushed in stages to uniform particles of less than 15 mm to ensure the grinding efficiency of subsequent grinding stages; at the same time, the over-crushing rate (the proportion of particles with a particle size < 1 mm) is controlled to be less than 8% to reduce the premature formation of tungsten mud and reduce the risk of resource loss. Notice the Dap Crusher is not suitable in this case because the rock is too hard.
Equipment selection and parameter configuration
The system employs a closed-loop crushing system consisting of a vibrating feeder, a jaw crusher, an impact crusher, and a vibrating screen. The equipment's functions and core parameters are as follows:
| Equipment Name | Core Parameters | Functional Positioning |
| Vibrating Feeder | Feeding capacity: 180-250 tons/hour, amplitude: 5-8 mm, frequency: 1500 times/minute | Uniform feeding to prevent crusher overload; feeding speed adjustable via frequency conversion |
| Jaw Crusher | Feed opening: 900×1200 mm, discharge opening adjustment range: 100-150 mm, motor power: 160 kW, processing capacity: 200-250 tons/hour | Primary crushing; uses extrusion between movable jaw and fixed jaw to crush large raw ore blocks to 100-150 mm |
| Impact Crusher | Feed opening: 860×1520 mm, discharge opening adjustment range: 10-15 mm, motor power: 220 kW, processing capacity: 150-200 tons/hour | Secondary/fine crushing; uses impact and shearing action of the blow bars on the ore to crush primary crushed products to below 15 mm |
| Vibrating Screen | Screen surface size: 1800×6000 mm, screen mesh diameter: 15 mm, number of layers: 2, motor power: 30 kW, processing capacity: 200-280 tons/hour | Grading and screening; upper layer separates oversized ore (>15 mm particle size) and returns it to the impact crusher for re-crushing; lower layer outputs qualified ore and conveys it to the grinding bin |
Operational procedures and key control points
- Feeding Control: When starting the system, first turn on the vibrating screen, impact crusher, and jaw crusher, and finally start the vibrating feeder. Initially, use a low feeding frequency (1200 times/minute). Once the crusher load stabilizes (current maintained at 70%-80% of rated current), gradually increase the frequency to the rated frequency to avoid ore accumulation and blockage.
- Discharge Opening Adjustment: In the coarse crushing stage, adjust the jaw crusher discharge opening according to the hardness of the raw ore (Mohs hardness 4-6). Adjust to 120-150 mm for higher hardness and 100-120 mm for lower hardness to ensure crushing efficiency. In the fine crushing stage, adjust the impact crusher discharge opening via a hydraulic device, checking the discharge particle size every 2 hours to ensure a qualified particle size ratio ≥98%.
- Equipment Interlock Protection: The system is equipped with a load monitoring sensor. When the jaw crusher current exceeds 90% of the rated value… When the vibrating feeder automatically reduces its frequency and feeds, and when the pressure at the feed inlet of the impact crusher exceeds the limit, the warning device is activated and feeding is suspended. Operation resumes after the ore is discharged. Wear control: The jaw plates of the jaw crusher and the hammers of the impact crusher are wear parts, made of high-manganese steel. Wear is measured during daily inspections. Jaw plates worn more than 15 mm and hammers worn more than 10 mm are replaced promptly to avoid uneven particle size due to wear.
Common problems and solutions
- Material blockage: If the jaw crusher feed inlet is blocked, immediately stop feeding. Manually remove large pieces of ore or adjust the discharge opening size. After the blockage is cleared, restart the equipment at low load. If the impact crusher discharge outlet is blocked, it is usually due to worn hammers or an excessively small discharge opening. Replace the hammers or increase the discharge opening size to 12-15 mm.
- Unqualified particle size: If the percentage of qualified particles is less than 95%, check if the vibrating screen holes are blocked (wash with a high-pressure water gun), or adjust the hammer speed of the impact crusher (increase to 1500 rpm) to enhance the impact crushing effect.
- Excessive over-crushing rate: If the percentage of particles < 1 mm exceeds 8%, increase the discharge opening of the impact crusher to 13-15 mm to reduce the impact intensity of the hammers. Simultaneously, reduce the feeding speed of the vibrating feeder to prevent excessive impact of ore in the crushing chamber.
Grinding process

Technological challenges and core objectives
Wolframite is brittle and easily produces tungsten slime with a particle size <10 micrometers during grinding, which is difficult to recover through subsequent sorting processes. Insufficient grinding leads to incomplete liberation of valuable minerals from gangue minerals, reducing concentrate grade. Therefore, the core objective of the grinding process is to control the amount of tungsten slime production to within 5% while ensuring the uniformity of the grinding product particle size (the proportion of -74μm particles fluctuates within ≤±3%), provided that the degree of WO₃ liberation is ≥92%.
Equipment selection and parameter optimization
The grinding system employs a "bin feeder - rod ball mill - classifier - laser particle size analyzer" configuration. The core equipment and parameters are as follows:
- Rod Mill: An overflow rod mill (φ2.7×4.0 m) with an effective volume of 22 cubic meters, a motor power of 315 kW, and a rotation speed of 28 rpm is selected. The grinding media consists of high-chromium steel rods of Φ60, Φ50, and Φ40 mm, with a filling rate of 45%-50%. The steel rod ratio was determined through orthogonal experiments to be 3:4:3 (Φ60:Φ50:Φ40). This ratio enables gradient grinding of ores of different particle sizes, avoiding over-grinding. Vertical roller mill can also be used but ball mill is used more often.
- Classifier: A spiral classifier with a spiral diameter of 2.0 m and a spiral rotation speed of 8 rpm is selected. The overflow weir height is adjustable. It is used to separate coarse particles (>74 μm) from the ground product, which are then returned to the rod mill for regrinding to ensure uniform particle size.
- Laser Particle Size Analyzer: The testing range is 0.01-3500 micrometers, with a testing accuracy of ±2%. It is used for real-time monitoring of the particle size distribution of the ground product.
Orthogonal experimental design and determination of optimal parameters
To balance the degree of liberation, tungsten slime production, and grinding efficiency, a four-factor, three-level orthogonal experiment was designed. The factors included steel bar ratio, mill speed, grinding time, and slurry concentration. The experimental results are as follows:
| Experiment No. | Steel Rod Ratio (Φ60:Φ50:Φ40) | Mill Speed (r/min) | Grinding Time (min) | Pulp Density (%) | -74μm Fraction (%) | Tungsten Slime Generation (%) | WO₃ Dissociation Degree (%) | Grinding Efficiency (tons/hour) |
| 1 | 2:5:3 | 26 | 30 | 65 | 38 | 8.2 | 85 | 18.5 |
| 2 | 3:4:3 | 26 | 35 | 70 | 42 | 6.1 | 89 | 17.2 |
| 3 | 4:3:3 | 26 | 40 | 75 | 48 | 7.5 | 93 | 15.8 |
| 4 | 2:5:3 | 28 | 35 | 75 | 40 | 5.9 | 88 | 19.3 |
| 5 | 3:4:3 | 28 | 35 | 70 | 46 | 5.1 | 92 | 18.8 |
| 6 | 4:3:3 | 28 | 30 | 65 | 52 | 7.8 | 94 | 20.1 |
| 7 | 2:5:3 | 30 | 40 | 65 | 45 | 6.8 | 91 | 21.5 |
| 8 | 3:4:3 | 30 | 30 | 75 | 50 | 7.2 | 93 | 22.3 |
| 9 | 4:3:3 | 30 | 35 | 65 | 55 | 8.9 | 95 | 20.7 |
Through range analysis, the priority of each factor on the degree of WO₃ liberation was: grinding time > steel bar ratio > slurry concentration > mill speed; the priority of the factors on the amount of tungsten slime was: mill speed > steel bar ratio > grinding time > slurry concentration. Considering the degree of liberation, the amount of tungsten slime, and the grinding efficiency, the optimal parameter combination was determined to be: steel bar ratio 3:4:3, mill speed 28 r/min, grinding time 35 min, and slurry concentration 70%. At this setting, the proportion of -74μm particles was 46%, the amount of tungsten slime was 5.1%, the degree of WO₃ liberation was 92%, and the grinding efficiency was 18.8 tons/hour, achieving a balance among multiple objectives.
Operation process and real-time control
- Feeding and Slurry Preparation: The bin feeder feeds the rod mill at a rate of 18.8 tons/hour, while water is simultaneously added to the mill via a quantitative water addition device to maintain a slurry concentration of 70% ± 2%. The slurry concentration is monitored in real time by an online concentration meter, and the water addition is automatically adjusted when the deviation exceeds ± 2%.
- Grinding Process Monitoring: Every 30 minutes, the particle size distribution of the overflow product from the classifier is checked using a laser particle size analyzer. If the proportion of -74μm particles is less than 43%, the grinding time is appropriately extended (adjusted in 5-minute increments) or the mill speed is increased by 1-2 r/min. If the proportion is higher than 49%, the grinding time is shortened or the speed is reduced to avoid over-grinding.
- Steel Rod Management: Steel rod consumption is checked weekly (normal consumption is approximately 0.5 kg/min). For each ton of ore, steel bars of the corresponding specifications are replenished promptly to maintain a stable filling rate; the steel bars are screened monthly to remove bent or severely worn bars to ensure uniform grinding effect;
- Tungsten sludge pretreatment: Tungsten sludge (particle size < 10 microns) overflowing from the classifier is transported to the thickening tank through pipelines, where 5 g/ton of polyacrylamide flocculant is added. After concentration, it is filtered through a filter press, and the filter cake is temporarily stored in a dedicated silo for subsequent separate recovery through a strong magnetic separation process. The WO₃ recovery rate can reach over 65%.
Magnetic separation process: Three-stage precision sorting based on magnetic differences

Wolframite is a weakly magnetic mineral (magnetic susceptibility χ=10×10⁻⁶-30×10⁻⁶cm³/g), magnetite is a strongly magnetic mineral (χ>1000×10⁻⁶cm³/g), and quartz and feldspar are non-magnetic minerals. Utilizing this magnetic difference, a three-stage process of "strong magnetic roughing - weak magnetic iron separation - strong magnetic tungsten separation" is adopted to achieve precise separation of different minerals. Each stage of the process is equipped with dedicated equipment and optimized parameters.
First stage: Strong magnetic coarse selection
- Equipment Selection: A vertical ring pulsating high-gradient magnetic separator was selected. This equipment adopts a vertical ring rotation and pulsating slurry design, resulting in a high magnetic field gradient and strong adsorption capacity for weakly magnetic minerals, effectively avoiding the entrainment of gangue minerals. Key parameters: Magnetic field strength adjustment range 0.5-2.0T, processing capacity 50-80 tons/hour, pulsation frequency 180-220 times/minute, slurry flow rate 0.6-1.0m/s;
- Parameter Optimization Experiment: By changing the magnetic field strength (1.0T, 1.3T, 1.6T) and keeping other parameters fixed (pulsation frequency 200 times/minute, slurry flow rate 0.8m/s), the separation indicators under different magnetic field strengths were tested.
| Magnetic Field Strength (T) | Rough Concentrate WO₃ Grade (%) | WO₃ Recovery (%) | Tailings WO₃ Content (%) | Gangue Entrainment Rate (%) |
| 1.0 | 6.8 | 89.2 | 0.21 | 12.5 |
| 1.3 | 8.5 | 95.1 | 0.12 | 8.3 |
| 1.6 | 9.2 | 96.3 | 0.10 | 15.7 |
Experimental results show that when the magnetic field strength is 1.3T, the WO₃ recovery rate reaches 95.1%, while the gangue entrainment rate is only 8.3%, which is the optimal parameter. At this time, the proportion of wolframite in the rough concentrate is significantly increased, most of the gangue minerals are discharged with the tailings, and the subsequent processing load is reduced.
Operational procedures and controls:
- Slurry Pretreatment: The slurry after grinding is concentrated to a concentration of 35%±3% using a thickener to remove some water, increase mineral concentration, and enhance the adsorption effect of the magnetic separator.
- Feed Control: The slurry flow rate is adjusted to 0.8m/s using a variable frequency pump to ensure uniform distribution of the slurry within the magnetic separator's separation chamber, avoiding excessive local slurry thickness that could lead to insufficient separation.
- Magnetic Field Calibration: Before starting the machine each day, the magnetic field strength in the separation area of the magnetic separator is tested using a gaussmeter to ensure that the deviation between the actual value and the set value is ≤±0.05T. If the deviation is too large, the excitation current is adjusted for calibration.
- Tailure Monitoring: The WO₃ content of the tailings is tested hourly. If it exceeds 0.15%, the magnetic field strength is appropriately increased by 0.1-0.2T. If the gangue entrainment rate exceeds 10%, the magnetic field strength is reduced by 0.1T or the slurry flow rate is reduced by 0.1m/s.
Second stage: Weak magnetic separation of iron
- Pre-process requirements: After flotation desulfurization, the rough concentrate from strong magnetic separation still retains some magnetite (Fe₃O₄), and the mineral surface exhibits residual magnetism due to the strong magnetic separation (remanent magnetization > 0.05mT). Direct weak magnetic separation would cause magnetite and wolframite to clump together, resulting in poor separation efficiency. Therefore, demagnetization is necessary.
- Demagnetization equipment and parameters: An electromagnetic demagnetizer is used, with a demagnetizing magnetic field strength of 0.5T, a demagnetizing frequency of 50Hz, a slurry throughput of 0.3m/s, and a demagnetization time of 10 seconds. The residual magnetism of the treated minerals should be ≤0.01mT, meeting the requirements for weak magnetic separation.
- Weak magnetic separation equipment and parameters: A permanent magnet drum-type weak magnetic separator is used, with a drum diameter of 1.2 meters, a length of 4.5 meters, a magnetic field strength of 0.3-0.5T (adjustable), a drum speed of 30r/min, a slurry concentration of 35%±2%, and a processing capacity of 40-60 tons/minute. Hour;
Third stage: Strong magnetic separation of tungsten
- Process Objectives: The tungsten concentrate after weak magnetic separation mainly consists of wolframite, a small amount of gangue minerals, and tungsten slime, with the slime accounting for approximately 3%-5%. Strong magnetic separation is needed to further enrich the wolframite and recover the tungsten minerals from the slime, achieving a final WO₃ grade ≥60% and a recovery rate ≥90%.
- Equipment Selection and Parameters: A miniaturized vertical ring pulsating high-gradient magnetic separator is selected, with a magnetic field strength adjustment range of 1.2-1.8T, a slurry flow rate of 0.4-0.8 m/s, a pulsation frequency of 220-280 times/minute, and a processing capacity of 30-50 tons/hour. Considering the fine particle size (<10 micrometers) of the tungsten slime, the magnetic separator's separating medium is changed to fine-mesh stainless steel wire (200 mesh) to enhance the adsorption capacity for fine-grained minerals.
- Optimal Parameter Determination: Through experimental optimization, the optimal parameters were determined: magnetic field strength 1.5T, slurry flow rate 0.6 m/s, and pulsation frequency 250 times/minute. At this point, the tungsten slime recovery rate reached over 85%, and the final tungsten concentrate WO₃ grade was 60.76%, with a recovery rate of 91.42%.
Flotation desulfurization process: efficient separation of sulfur minerals and tungsten minerals

Process objectives and technical principles
The process removes sulfur minerals such as pyrite (FeS₂) from the ore to prevent the generation of harmful gases such as SO₂ during subsequent smelting, while also recovering sulfur resources. The core principle of flotation separation is to add a collector (butyl xanthate) to make the surface of pyrite hydrophobic, so that it adheres to the bubbles and floats to form sulfur concentrate; while the surface of wolframite is hydrophilic, so it remains in the slurry and enters the subsequent magnetic separation stage, thus achieving the separation of the two.
Flotation equipment and system configuration
The system employs a series connection of two aerated flotation machines, each with a volume of 40 cubic meters, an effective aeration rate of 0.8-1.2 m³/(m²・min), a stirring speed of 180 r/min, a motor power of 55 kW, and a processing capacity of 40-60 tons/hour. The system is equipped with three reagent mixing tanks (5 cubic meters each), four quantitative dosing machines (accuracy ±0.1 g/ton), and an online slurry pH monitor to achieve precise reagent addition and stable slurry environment.
Process parameters and reagent formulation
Flotation fineness control: The fineness of the ore in the flotation operation directly affects the liberation effect. By adjusting the overflow weir height of the classifier, the fineness of the flotation ore is controlled to be 80%±3% of the particles with a diameter of -74μm. At this time, the liberation degree of pyrite and wolframite is ≥95%. If the fineness is lower than 75%, the liberation is insufficient and the sulfur recovery rate decreases; if it is higher than 85%, the fine ore slime increases, the reagent consumption increases and the separation selectivity deteriorates.
Drug selection and dosage:
| Reagent Name | Function | Dosage (g/t ore) | Addition Method |
| Butyl xanthate (C₄H₉OCSSNa) | Collector for pyrite | 10 | Staged addition: 6 g/t in rougher cell, 3 g/t in scavenger cell, 1 g/t in cleaner cell; avoid one-time addition to prevent reagent overdose |
| No. 2 oil (C₁₀-C₁₂ fatty alcohol) | Frother | 2 | 1.2 g/t in rougher cell, 0.5 g/t in scavenger cell, 0.3 g/t in cleaner cell; control foam thickness to 5–8 cm |
| Sulfuric acid (H₂SO₄) | pH regulator | 500 | Added at rougher cell inlet; adjust pulp pH to 6.5–7.0 to enhance selective adsorption of butyl xanthate on pyrite |
Flotation process design: A three-stage closed-loop process of "roughing (4 cells) - scavenging (2 cells) - cleaning (3 cells)" is adopted, as detailed below:
- Roughing Stage: The slurry enters four tandem roughing cells. Butyl xanthate, No. 2 oil, and sulfuric acid are added. After stirring and aeration, pyrite adheres to the bubbles, forming a froth product (sulfur rough concentrate, S content approximately 25%). The slurry at the bottom of the cells (flotation tailings, S content below 0.5%) enters the scavenging cells.
- Scavenging Stage: The roughing tailings undergo secondary flotation. A small amount of butyl xanthate and No. 2 oil are added to recover uncollected pyrite. The scavenging froth is returned to the roughing cells for re-separation. The scavenging tailings (S content below 0.35%) enter the weak magnetic separation stage.
- Cleaning Stage: The roughing froth enters three tandem cleaning cells. No collector is added, only a small amount of No. 2 oil is added. Stirring and aeration remove wolframite and gangue minerals from the froth. The slurry at the bottom of the cleaning cells is returned to the roughing cells. The final cleaned froth is the sulfur concentrate (S content ≥ 33%).
Application areas of tungsten resources

After processing, tungsten concentrate is mainly converted into ammonium paratungstate (APT), which is then refined into tungsten powder through calcination, reduction, and other processes. This powder is then used to produce metal products, alloy materials, or compounds, which are applied in several key industries.
The cemented carbide manufacturing sector
- Cutting tools: lathe tools, milling cutters, drill bits, taps, etc., used in the machining industry; hardness HRA 85-92; wear resistance 5-10 times that of high-speed steel.
- Mining tools: mining drill bits, picks, tunneling machine cutting teeth, etc., used in mining and tunnel construction; compressive strength > 3000MPa.
- Crushing tools: crusher hammers, liners, ball mill liners, etc., used in the building materials and metallurgical industries; service life 3-5 times longer than ordinary steel.
High-temperature alloy manufacturing sector
- Aerospace: Turbine blades, combustion chambers, and guide vanes for aero-engines; nozzles and combustion chambers for rocket engines. Global tungsten consumption in the aerospace sector reached 12,000 tons in 2023.
- Nuclear Industry: Nuclear reactor core structural materials, control rods, and shielding materials, utilizing tungsten's high-temperature resistance and neutron absorption capabilities.
- Metallurgical Industry: High-temperature furnace body materials and heating elements, used in metallurgical smelting and material synthesis.
Electronics industry
- Lighting Equipment: Tungsten filaments for incandescent, fluorescent, and LED lamps, with a diameter of 0.01-0.1 mm, requiring good high-temperature stability and uniform resistance. Global tungsten filament production reached 8,000 tons in 2023.
- Welding Processes: Tungsten electrodes, used in argon arc welding and plasma welding, primarily composed of tungsten + thorium/cerium/lanthanum alloys, characterized by arc stability and long service life. Global annual consumption is approximately 5,000 tons.
- Semiconductor Industry: Tungsten sputtering targets and tungsten interconnect materials, used in chip manufacturing, requiring a purity of 99.999% or higher. Tungsten consumption in the semiconductor industry increased by 12% year-on-year in 2023.
- Electronic Devices: Vacuum tubes, rectifiers, capacitors, etc., utilizing tungsten's electrical and thermal conductivity and high-temperature stability.
Field of radiation shielding materials
- Medical field: Shielding covers, protective clothing, and protective gloves for CT scanners, X-ray machines, and radiotherapy equipment; wall shielding materials for hospital radiology departments;
- Nuclear industry: Nuclear reactor shielding layers, nuclear waste storage containers, and radioactive material transport equipment;
- Industrial inspection: Shielding devices for non-destructive testing equipment, such as X-ray flaw detectors and gamma-ray detectors.
Chemical catalysts
- Petrochemicals: Hydrocracking catalysts and isomerization catalysts used in crude oil refining to improve the yield and quality of gasoline, diesel, and other products;
- Organic Synthesis: Olefin epoxidation catalysts, alcohol dehydrogenation catalysts, and carboxylic acid esterification catalysts used in the synthesis of fine chemical products;
- Environmental Protection: Waste gas treatment catalysts used to degrade sulfides and nitrogen oxides in industrial waste gases.
Conclusion
Wolframite, as a core source of the strategic metal tungsten, relies on precise understanding of its mineral characteristics, systematic optimization of processing technology, resource recycling, and continuous expansion of its application areas to maximize its resource value. Global tungsten resources are extremely unevenly distributed, with China dominating in both reserves and production. Its policy adjustments have a decisive impact on the global tungsten market structure. The combined crushing-grinding-magnetic separation-flotation process is an effective technical route for processing complex wolframite ores. By optimizing the linkage parameters of crushing equipment, multi-objective balance parameters of grinding, magnetic field strength and slurry flow rate in magnetic separation, and the flotation reagent system and process design, comprehensive recovery of tungsten and associated sulfur and iron resources can be achieved. The recycling of tungsten resources is an important way to alleviate the shortage of natural resources. Mechanical crushing, zinc smelting, and electrolysis processes can achieve efficient recovery of waste tungsten, possessing economic, resource, and environmental value. Tungsten applications cover multiple key industries such as metallurgy, aerospace, electronics, medical, and chemicals. With the technological upgrading and demand growth of downstream industries, the strategic value of tungsten will be further highlighted.