














Oil well cement is a critical specialized material utilized in the exploration and development of oil and gas resources, specifically engineered to withstand the extreme temperatures, pressures, and corrosive environments encountered downhole. The exploration and development of oil and gas reserves rely upon the safe and reliable construction of wellbores, of which cementing operations constitute the core component. As the primary material in these cementing operations, the performance of oil well cement directly impacts the service life, production efficiency, and environmental safety of oil and gas wells. Unlike ordinary construction cement, oil well cement must maintain stable performance under complex downhole geological conditions and extreme operating environments—including high temperatures, high pressures, high salinity, and the presence of corrosive fluids. Since its initial application in the early 20th century, the technological framework surrounding oil well cement has undergone continuous refinement. API Spec 10A, Specification for Cements and Materials for Well Cementing, established by the American Petroleum Institute (API), has emerged as the globally recognized standard governing the production and application of oil well cement. This standard delineates the chemical composition, physical properties, testing methodologies, and classification system for oil well cement, thereby providing the technical foundation for cementing operations across a diverse range of well depths and temperature-pressure conditions.
What is Oil Well Cement, and What Are the Principles of Cementing?
What is Oil Well Cement
Oil well cement, also known as plugging cement, is a specialized type of cement used in the cementing operations of oil and gas wells. Formulated using silicate cement or blended cement as a base material and incorporating specialized additives, it is capable of maintaining stable performance under extreme conditions of depth, temperature, and pressure.
Basic Cementing Process
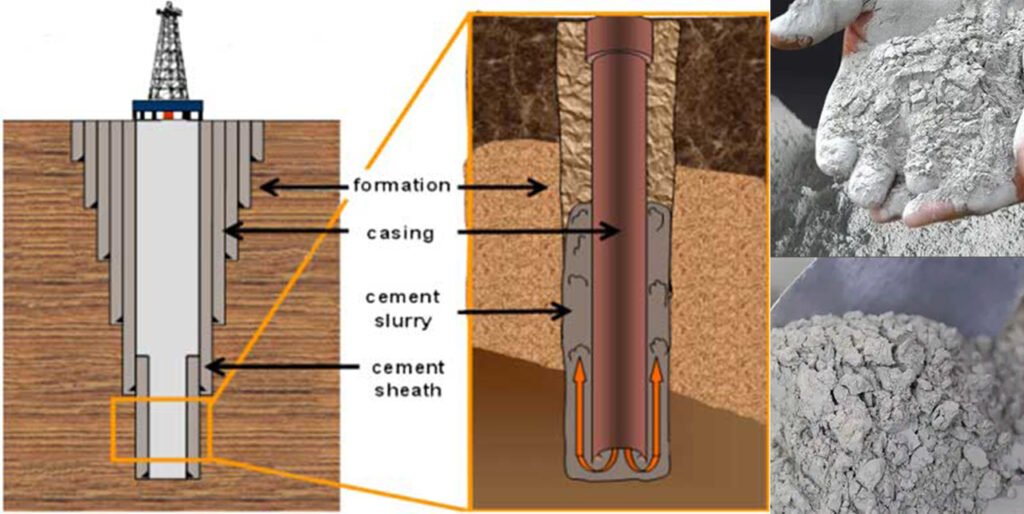
Once the drilling depth reaches the design specifications, steel casing is lowered into the wellbore, and cement slurry is then pumped into the annular space between the casing and the wellbore wall. Under downhole conditions, the cement slurry gradually sets and hardens, forming a cement sheath that bonds the casing to the surrounding geological formations.
Core Cementing Functions
Cementing operations fulfill the following six core functions through the cement sheath:
- Supports the casing string, bearing its vertical and radial loads.
- Protects the casing from corrosion by subsurface fluids.
- Isolates oil, gas, and water zones, preventing the commingling of fluids from different producing formations.
- Establishes an independent conduit for oil and gas extraction.
- Facilitates the removal of excess subsurface fluids.
- Contains abnormal formation pore pressures, preventing well blowout incidents.
Core Performance Requirements for Oil Well Cement
The properties of oil well cement directly determine the quality of cementing and the integrity of the wellbore. To meet downhole operational requirements, oil well cement must possess the following key properties:
Rheological Properties
Upon mixing with water, oil well cement should exhibit low consistency, low free water content, and high sedimentation stability to facilitate field pumping operations. The water-to-cement ratio is the primary factor influencing the rheology of the cement slurry; an appropriate ratio ensures that the slurry remains uniform and stable throughout the pumping process.
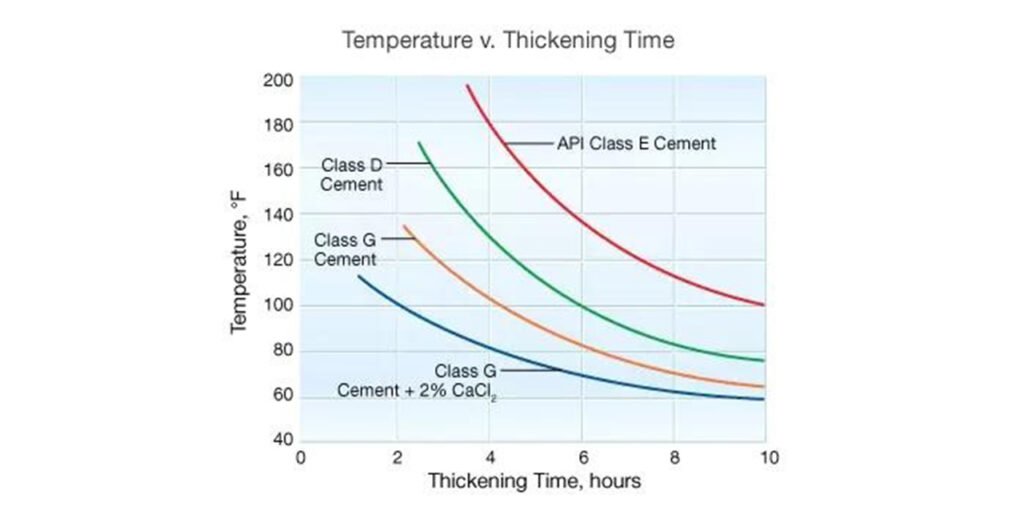
Setting Time

Oil well cement must possess an appropriate setting time. Under varying temperature and pressure conditions, the cement slurry must maintain a sufficiently long thickening time to ensure the successful completion of pumping and cementing operations. Simultaneously, the interval between the initial and final setting times should be relatively short, enabling the cement to set rapidly and develop mechanical strength following the cementing process.
Density Characteristics
Oil well cement slurries should possess adjustable density to meet cementing requirements under varying formation pressure conditions. By incorporating low-density materials or weighting agents, cement slurries of different densities can be formulated to balance formation pressure and prevent fluid loss or well kicks.
Strength Properties
Following cementing operations, the cement slurry must harden rapidly and develop sufficient compressive strength. API standards stipulate that, under specified curing conditions, well cement must achieve a 24-hour compressive strength of no less than 3.45 MPa and a 48-hour compressive strength of no less than 13.8 MPa. The strength of the set cement should develop steadily over time to ensure the long-term structural integrity of the wellbore.
Durability
Hardened cement stone must possess excellent compactness, impermeability, and corrosion resistance. It must be capable of withstanding the long-term erosion of subsurface fluids, preventing fluid infiltration and migration, and ensuring the safe operation of oil and gas wells throughout their entire production lifecycle.
Key Performance Factors
The properties of oil well cement are influenced by a variety of factors, primarily including:
- Specific Surface Area: Influences the rate of cement hydration and the speed of strength development.
- Initial Consistency: Typically develops within 15–30 minutes; reflects the early-stage behavior of the cement during initial setting.
- Pumpability Cutoff Time: The critical time at which the cement slurry loses its pumpability.
- Comprehensive Strength: Compressive strength measured under various temperatures, pressures, and curing durations.
Classification and Scope of Application of Oil Well Cement
According to API Spec 10A, oil well cement is classified into eight grades based on applicable well depths and temperature-pressure conditions, and each grade is further subdivided into three types based on sulfate resistance.
Classification of Sulfate-Resistant Types
- Standard Type (O): C₃A < 15%; suitable for formations with no risk of sulfate corrosion.
- Moderate Sulfate-Resistant Type (MSR): C₃A ≤ 8%, SO₃ ≤ 3%; suitable for environments with moderate sulfate corrosion.
- High Sulfate-Resistant Type (HSR): C₃A ≤ 8%; suitable for harsh formations subject to severe sulfate corrosion.
Classified by well depth and temperature-pressure conditions
| Grade | Applicable Well Depth (m) | Applicable Temperature (°C) | Ordinary Type (O) | Moderate Sulfate Resistant Type (MSR) | High Sulfate Resistant Type (HSR) | Core Applicable Scenarios |
| A | 0-1830 | ≤76.7 | √ | × | × | Shallow well cementing without special requirements |
| B | 0-1830 | ≤76.7 | × | √ | √ | Shallow well sulfate-resistant cementing |
| C | 0-1830 | ≤76.7 | √ | √ | √ | Shallow well cementing requiring early strength + sulfate resistance |
| D | 1830-3050 | 76-127 | × | √ | √ | Medium-temperature, medium-pressure, medium-deep wells |
| E | 3050-4270 | 76-143 | × | √ | √ | High-temperature, high-pressure deep wells |
| F | 3050-4880 | 110-160 | × | √ | √ | Ultra-high temperature and high-pressure deep wells |
| G | 0-2440 | 0-93 | × | √ | √ | Most cementing scenarios |
| H | 0-2440 | 0-93 | × | √ | √ | Most cementing scenarios |
Note: Grade D cement entails higher production costs and can typically be replaced by Grade G or Grade H cement with the addition of a retarder.
Composite Oil Well Cement
The 2019 edition of API Spec 10A, along with subsequent revisions, introduced Class K and Class L blended well cements. These cements are produced by blending silicate cement clinker with one or more blending components, enabling them to meet cementing requirements under specific operating conditions.
Production Process and Refined Quality Control of Oil Well Cement
Selection of Production Process Route

There are two main process routes for the production of oil well cement:
- Custom Clinker Method: Directly produces cement clinker with a mineral composition that meets the specifications of a specific grade. This method involves significant processing complexity and high costs; consequently, it is suitable only for the large-scale production of a single grade of oil well cement.
- Admixture Blending Method (Mainstream): First produces Grade G or Grade H base oil well cement, and then blends in appropriate admixtures to formulate other cement grades according to the requirements of various operating conditions. This method features low costs and process flexibility, enabling a rapid response to market demands; it is currently the globally predominant production model.
Raw Material Preparation and Pre-treatment
Raw Material Selection Criteria
Oil well cement imposes strict requirements on raw material quality, which directly affects the performance of the final product.
- Limestone: CaO content approx. 50.0%, MgO content < 2.0%, Alkali content (Na₂O + 0.658K₂O) < 0.6%
- Siliceous Raw Materials: SiO₂ content > 90%, Al₂O₃ content < 5.0%, Alkali content < 1.0%
- Aluminous Raw Materials: Al₂O₃ content > 50%, Fe₂O₃ content < 15%
- Ferruginous Raw Materials: Fe₂O₃ content > 50%
Raw Material Crushing
Raw material crushing is divided into two stages: coarse crushing and intermediate crushing.
- Coarse Crushing: Large limestone blocks are crushed to a particle size of ≤150 mm using a jaw crusher.
- Medium Crushing: The coarsely crushed material is further reduced to a particle size of ≤25 mm using a hammer crusher or impact crusher.
- Screening: The crushed material is screened using a vibrating screen; oversized material is returned to the crusher for re-crushing.
Raw Material Pre-homogenization
To ensure the chemical uniformity of the raw materials, the crushed materials are transported to a pre-homogenization stockpile for processing. Utilizing a "flat-spreading, vertical-reclaiming" method—where different batches of raw materials are stacked in layers and subsequently reclaimed vertically—the fluctuation range of the raw materials' chemical composition is maintained within ±0.5%.
Raw Material Preparation
Raw Mix Preparation

Based on the mineral composition requirements for oil well cement clinker, the proportioning of limestone, siliceous raw materials, aluminous raw materials, and ferruginous raw materials is calculated. An automated computer batching system is employed to precisely control the feed rates of the various raw materials.
Raw Meal Grinding
Raw meal grinding typically employs a vertical roller mill, which integrates grinding, drying, classifying, and conveying into a single unit.
- Material enters from the center of the grinding table and moves toward the edge of the table under the influence of centrifugal force.
- Grinding rollers, actuated by a hydraulic system, exert pressure to grind and pulverize the material.
- Hot air enters from around the grinding table, drying the ground material and conveying it into the classifier.
- The classifier separates the fine powder that meets specifications, while the coarse powder that does not meet specifications is returned to the grinding table for further pulverization.
- The fineness of the raw meal is controlled such that the residue on a 0.08 mm square-mesh sieve is ≤12%, and the specific surface area is maintained between 300 and 350 m²/kg.
Raw Meal Homogenization
The ground raw meal is conveyed to a raw meal homogenization silo for homogenization. Utilizing a pneumatic homogenization method, aeration devices located in various zones at the silo base fluidize the raw meal, ensuring thorough and uniform mixing. Following homogenization, the fluctuation range of the raw meal's calcium carbonate titration value is maintained within ±0.2%.
Clinker Calcination
Clinker calcination is the core stage in the production of oil well cement, directly determining the mineral composition and properties of the clinker. The calcination process takes place within a rotary kiln system, comprising four stages: preheating, decomposition, calcination, and cooling.
Preheating and Pre-decomposition
Raw meal enters the five-stage cyclone preheater from the kiln inlet, where it undergoes heat exchange with the high-temperature flue gas discharged from the rotary kiln, raising its temperature to 700–800°C. It then proceeds into the decomposition furnace, where, under the high temperatures generated by fuel combustion, the decomposition rate of calcium carbonate exceeds 90%.
Rotary Kiln Calcination

The decomposed raw meal enters the rotary kiln, where it gradually heats up, undergoing the following physicochemical reactions in sequence:
- Temperature 800–1000°C: Calcium carbonate continues to decompose.
- Temperature 1000–1300°C: Solid-phase reactions occur, forming C₂S, C₃A, and C₄AF.
- Temperature 1300–1450°C: A portion of the material melts, and C₂S reacts with CaO to form C₃S.
- Temperature 1450°C: Clinker burning is completed, resulting in the formation of clinker with a primary mineral composition consisting of C₃S, C₂S, C₃A, and C₄AF.
Control Range for the Mineral Composition of Oil Well Cement Clinker (Mandatory Requirement under API Spec 10A):
- C₃S: 50%–60%
- C₂S: 15%–25%
- C₃A: ≤8% (HSR Type)
- C₄AF: 10%–18%
- Free CaO: ≤1.0%
Clinker Cooling
After firing, the clinker enters the grate cooler from the kiln discharge end, where it undergoes heat exchange with cold air and is rapidly cooled to below 100°C. This rapid cooling prevents the decomposition of C₃S and the crystalline phase transformation of C₂S, thereby enhancing the clinker's strength and grindability.
Cement Grinding
Ingredients
Clinker, gypsum, and mineral admixtures are blended in specific proportions. The gypsum content in oil well cement is controlled within the range of 3% to 5% to regulate the cement's setting time. The addition of mineral admixtures is not permitted in Class G and Class H oil well cements.
Grinding

Cement grinding typically employs ball mills and is classified into two systems: open-circuit grinding and closed-circuit grinding. The closed-circuit grinding system offers higher efficiency and produces a more uniform product particle size distribution.
- Raw materials enter the ball mill from one end and undergo pulverization through the combined impact and grinding actions of steel balls and steel segments.
- The pulverized material is discharged from the opposite end of the mill and fed into an air classifier.
- The classifier separates the fine powder that meets the required specifications, while any coarse, non-compliant material is returned to the mill for further grinding.
- The fineness of the oil well cement is controlled such that the residue retained on a 0.08 mm square-mesh sieve is ≤ 3%, and the specific surface area is maintained within the range of 320 to 380 m²/kg.
Admixture Addition
During or after the cement grinding process, appropriate admixtures are added in accordance with product specifications. The dosage of these admixtures typically ranges from 0.1% to 5.0% of the cement's mass, with precise metering equipment employed to control the addition amount.
Finished Product Storage and Packaging
Finished Product Storage
After grinding, the cement is conveyed to cement silos for storage. These silos must possess excellent sealing properties to prevent the cement from absorbing moisture. During storage, the cement undergoes periodic homogenization to ensure stable product quality.
Packaging and Shipping
Cement may be shipped in bulk or in bags.
- Bulk: Transported via bulk cement trucks or vessels; suitable for large-scale users.
- Bagged: Packaged in 50 kg paper bags or HDPE-laminated bags; also available in 1-ton or 1.5-ton jumbo bags; suitable for small-scale users or remote regions.
End-to-End Quality Control
To ensure the stable quality of oil well cement, comprehensive quality control is implemented throughout the production process:
- Raw Material Inspection: Chemical composition analysis is conducted on every incoming batch of raw materials.
- Raw Mix Inspection: Samples are collected hourly to determine the chemical composition and fineness of the raw mix.
- Clinker Inspection: Samples are collected hourly for microscopic analysis of mineral composition, as well as determination of chemical composition, free CaO content, and strength.
- Cement Inspection: Comprehensive performance testing is conducted on every batch of cement prior to shipment, covering parameters such as thickening time, fluid loss, free fluid content, rheological properties, particle size distribution, compressive strength, and sulfate resistance.
- Final Release Inspection: Every batch of cement must fully comply with the requirements of API Spec 10A before being released for shipment.
Additive Systems for Oil Well Cement
A single basic oil well cement cannot satisfy the requirements of all downhole conditions; therefore, it is necessary to adjust the properties of the cement slurry through the addition of additives. Additives constitute a critical component of oil well cement systems, capable of significantly improving the rheology, setting time, strength, and durability of the cement slurry.
Major Types and Functions of Admixtures

Main Types and Functions of Oil Well Cement Additives
| Additive Type | Main Function | Common Varieties |
| Retarder | Extends cement slurry thickening time to prevent premature setting under high temperature | Lignosulfonates, organic polymers, sugar derivatives |
| Accelerator | Shortens cement slurry thickening time and improves early strength | Calcium chloride, sodium chloride |
| Fluid Loss Additive | Controls fluid loss of cement slurry into the formation to prevent dehydration | Cellulose derivatives, AMPS polymers, PVA compounds |
| Dispersant | Reduces cement slurry viscosity and improves fluidity | Lignosulfonate derivatives, polyacrylates |
| Lightweight Additive | Reduces cement slurry density to prevent fracturing weak formations | Bentonite, fly ash, perlite |
| Weighting Agent | Increases cement slurry density to balance high formation pressure | Quartz powder, iron ore powder, barite |
| Gas Migration Control Agent | Prevents gas invasion into cement slurry and channel formation | Latex, ultrafine cement |
| Lost Circulation Material | Seals formation fractures to prevent cement slurry loss | Walnut shells, calcium carbonate, cellulose fibers |
Principles for the Application of Admixtures
The selection and dosage of additives should be determined based on specific wellbore conditions. Prior to using additives, laboratory tests must be conducted to verify their compatibility with the cement, as well as the performance of the cement slurry under simulated downhole conditions.
Application Scenarios for Oil Well Cement
Oil well cement spans the entire lifecycle of oil and gas wells, finding extensive application across every stage—from drilling and production to abandonment.
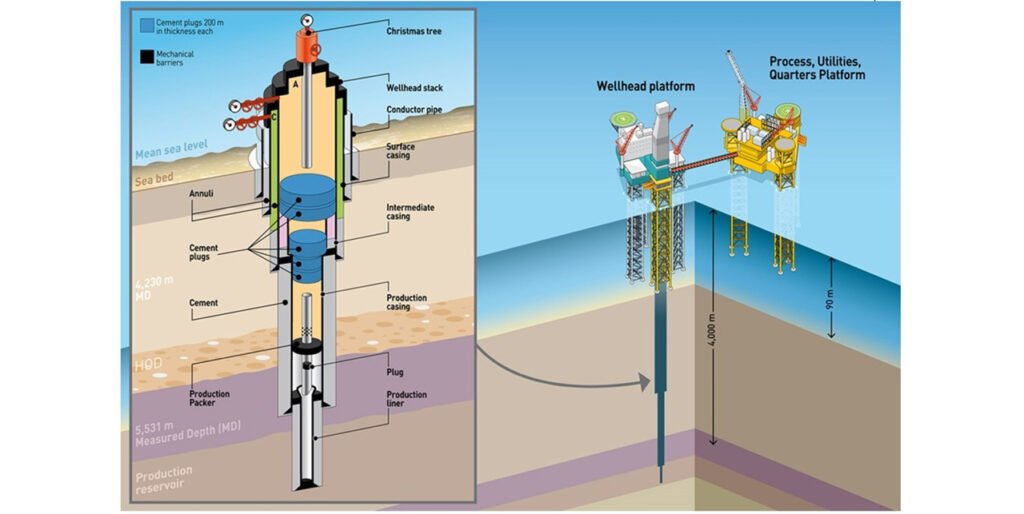
Primary Cementing
Primary cementing constitutes a core stage in the construction of oil and gas wells, encompassing the cementing of surface casing, intermediate casing, and production casing. Its primary objectives are to bond the casing to the wellbore wall—thereby achieving formation isolation and structural support—to prevent fluid migration between different geological strata, and to protect the casing from subsurface corrosion.
Remedial Cementing
Remedial cementing is a repair operation performed on producing wells to address defects in the cement sheath. Commonly employed techniques—such as squeeze cementing, cement plug placement, and casing patching—are utilized to seal off zones producing abnormal water or gas, repair leakage channels, and enhance the structural integrity of the wellbore.
Abandoned Well Plugging
Once oil and gas wells reach the end of their productive life, well abandonment and plugging operations must be performed. The use of oil well cement to permanently plug the wellbore—thereby preventing the migration of subsurface fluids and the contamination of groundwater resources—constitutes a critical step in safeguarding environmental safety.
Extended Applications
In addition to routine cementing operations, oil well cement is also applied in the following fields:
- Casing and Sheathing Installation
- Offshore Grouting Operations
- Pipeline Laying and Trench Backfilling
- Concrete Mattress Fabrication
- Various Underwater Installation Works
Conclusion
Oil well cement is an indispensable and critical material within the oil and gas industry, and its technological evolution is closely intertwined with the demands of oil and gas exploration and development. The API standards system provides a unified set of technical specifications for the production and application of oil well cement; specifically, Grade G and Grade H base cements—when compounded with various additives—are capable of meeting the vast majority of cementing requirements. The manufacturing process for oil well cement is complex, necessitating rigorous control over both raw materials and production operations. Comprehensive, precision-oriented quality control throughout the entire production workflow is the key to ensuring consistent product quality. As the challenges associated with developing oil and gas resources continue to mount, the performance requirements for oil well cement are becoming increasingly stringent. High performance, multifunctionality, environmental sustainability, and digitalization are poised to become the primary trends driving the future development of oil well cement technology. Through continuous technological innovation and material advancements, oil well cement will provide an even more robust foundation for the safe and efficient development of the oil and gas industry.






