














Blast furnace slag—commonly known as "water slag"—is processed via grinding into ground granulated blast furnace slag (GGBFS/GGBS), while steel slag is a solid by-product of the steelmaking process. Both are industrial solid wastes generated during iron and steel smelting; containing silicate mineral components and possessing certain cementitious properties, they have long been used as supplementary materials in cement production and represent a core pathway for the resource utilization of steel industry solid waste. As the world's largest steel producer, China generated approximately 961 million tonnes of crude steel in 2025, resulting in an annual output of about 210 million tonnes of blast furnace slag and 130 million tonnes of steel slag; together, these two types of solid waste account for over 80% of the total solid waste generated by the steel industry. On November 27, 2023, the State Administration for Market Regulation issued the mandatory national standard GB 175-2023, Common Portland Cement, which officially took effect on June 1, 2024. Compared to the 2007 version, the new standard introduced two key adjustments: first, it shifted from partial to full mandatory compliance, meaning every clause must be strictly enforced; second, it revised the list of permitted supplementary materials for common Portland cement by removing steel slag, retaining only four categories—ground granulated blast furnace slag, fly ash, limestone, and pozzolanic materials. This revision sparked divergent views within the industry, with some market observers interpreting it as a total ban on the inclusion of steel slag in cement.
In reality, the standard applies only to the category of "common Portland cement" and does not impose an industry-wide ban on the use of steel slag. Historically, the use of steel slag as a supplementary material in common cement accounted for nearly 50% of its total utilization, making it the primary channel for consumption; however, the narrowing of this specific pathway does not mean steel slag has lost its value as a resource—rather, its application scenarios, blending methods, and quality requirements have undergone structural adjustments. This paper begins by examining the formation mechanisms, chemical compositions, and performance differences of two types of slag to systematically explain the technical reasons and practical context behind the exclusion of steel slag from the system of general-purpose cement admixtures. It outlines the legitimate application pathways and blending requirements for steel slag powder in China and analyzes market development trends based on the current state of the industry.
Comparison of Definitions and Formation Processes of Steel Slag and Water-Quenched Slag
The two types of slag originate from the ironmaking and steelmaking processes, respectively; fundamental differences in production techniques, melt composition, and cooling methods directly determine the divergence in the properties of the resulting materials.
Definition and Formation Process of Blast Furnace Slag (Water-Granulated Slag)

Blast furnace slag is a by-product of the blast furnace ironmaking process. Inside the furnace, iron ore, coke, and fluxes (limestone and dolomite) undergo continuous reduction reactions at high temperatures ranging from 1400°C to 1600°C; iron is reduced to liquid pig iron and settles at the bottom of the furnace, while gangue from the ore, ash from the coke, and the fluxes combine to form silicate and aluminate melts. Being less dense than molten iron, this slag floats on the surface and is periodically discharged through the slag notch.
Upon discharge, the high-temperature molten slag undergoes rapid quenching with high-pressure water; the melt solidifies within milliseconds, preventing the internal atoms from forming an ordered crystalline structure and resulting in a loose, granular material with a predominantly glassy structure—known in the industry as granulated blast furnace slag (or "water-quenched slag"). Current mainstream water-quenching processes include at-furnace quenching, the rotary granulation method, and the bottom-filtration method, all achieving quenching rates exceeding 95%. The rapid cooling process preserves the internal energy of the high-temperature melt, endowing the slag with latent hydraulic activity. As blast furnace ironmaking is a continuous production process characterized by stable furnace conditions and raw material ratios, the chemical composition of the slag fluctuates by no more than ±3%, ensuring high product homogeneity.
Definition and Formation Process of Steel Slag

Steel slag is a by-product of steelmaking processes such as those using basic oxygen furnaces (BOF) and electric arc furnaces (EAF). During steelmaking, lime and dolomite are added as slag-forming agents to remove impurities—such as carbon, silicon, manganese, phosphorus, and sulfur—from the molten iron; oxygen blowing facilitates the oxidation and transfer of these impurities into the slag phase. Steel slag is generated at temperatures between 1500°C and 1700°C and is discharged intermittently after each steelmaking batch.
The dominant processing method in China is the "hot" (steam-aging/hydro-mechanical crushing) process, accounting for approximately 70% of the total volume treated; other methods include drum processing, water quenching, and natural cooling. Unlike the rapid cooling applied to blast furnace slag, the cooling process for steel slag spans several to dozens of hours, allowing for full mineral crystallization and resulting in a glass phase content of less than 20%. The cooling method directly influences the free calcium oxide (f-CaO) content in the slag: slow cooling can result in an f-CaO content of 6.96%, air quenching yields 2.28%, while the steam-aging process reduces it to 0.55% through hydration and decomposition. Steel slag composition varies based on steel grade, smelting process, and slagging practice; fluctuations in composition between different steel plants and furnace batches range from ±8% to ±15%, and the material contains unreacted lime and metallic iron particles.
Comparison of Key Differences in the Formation Process
| Comparison Dimension | Granulated Blast Furnace Slag (Water Slag) | Converter Steel Slag |
| Production Mode | Continuous production | Intermittent batch production |
| Melt Temperature | 1400℃-1600℃ | 1500℃-1700℃ |
| Cooling Method | High-pressure water rapid quenching | Hot stew / drum / natural cooling, slow cooling rate |
| Composition Fluctuation Range | ≤±3% | ±8%-15% |
| Main Phase Characteristics | Glassy phase dominant, 70%-90% | Crystalline phase dominant, >80% |
| Free CaO (f-CaO) Content | <0.5% | 0.55%-6.96%, fluctuates with cooling process |
Differences in composition between the two types of slag and the key reasons for the suitability of GGBFS for cement.
Differences in major chemical constituents
The two types of slag share the same major oxide components, yet differ significantly in the proportions and existing forms of these constituents; these differences directly determine the divergence in their cementing activity and performance characteristics.
Comparison of major chemical compositions of blast furnace slag and converter steel slag (mass fraction, %)
| Chemical Composition | Granulated Blast Furnace Slag | Converter Steel Slag |
| CaO | 38.0 ~ 49.0 | 40.0 ~ 55.0 |
| SiO₂ | 26.0 ~ 42.0 | 8.0 ~ 20.0 |
| Al₂O₃ | 6.0 ~ 17.0 | 1.0 ~ 5.0 |
| MgO | 3.0 ~ 12.0 | 3.0 ~ 10.0 |
| Total Iron (TFe) | 0.3 ~ 2.0 | 15.0 ~ 25.0 |
| Free CaO (f-CaO) | <0.5 | 1.0 ~ 5.0 |
| Free MgO (f-MgO) | Almost none | 0.5 ~ 3.0 |
| Basicity (CaO/SiO₂) | 0.9 ~ 1.3 | 2.5 ~ 4.0 |
The differences in composition are primarily reflected in three aspects:
- First, the total content of silicon and aluminum components differs. In blast furnace slag, the combined proportion of SiO₂ and Al₂O₃ exceeds 50%, serving as the core material basis for cementitious activity; in contrast, the combined proportion of these two components in steel slag is less than 25%, representing a low baseline of active components.
- Second, the proportion of iron-based components differs. The total iron content in steel slag is more than ten times that of blast furnace slag; most of this iron exists as iron oxides or metallic iron, which lack cementitious activity and act as inert diluents.
- Third, the content of free oxides differs. Steel slag contains significant amounts of unreacted free calcium oxide and free magnesium oxide; conversely, in blast furnace slag—which undergoes water quenching—virtually all oxides are bound into silicate minerals, rendering free-state components negligible.
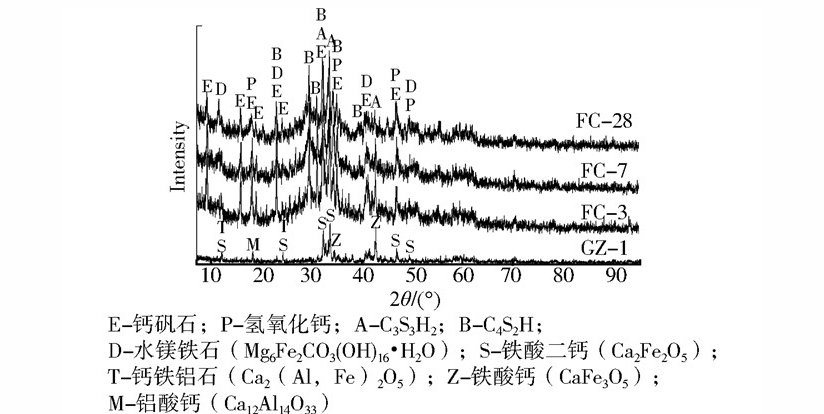
Regarding mineral composition, granulated blast furnace slag consists primarily of amorphous glass, with crystalline phases dominated by gehlenite and dicalcium silicate. Steel slag is predominantly crystalline, containing tricalcium silicate (10%–30%), dicalcium silicate (15%–30%), dicalcium ferrite, RO phase (10%–20%), and free oxides; notably, minerals possessing hydraulic properties account for less than 50% of the total composition.
The key reasons why GGBFS is better suited as a cement additive

Ground granulated blast-furnace slag has become a mainstream supplementary cementitious material in the cement industry, primarily due to the compatibility of its compositional stability and its cementitious properties.
Stable composition and performance
The blast furnace ironmaking process allows for controllable parameters and stable raw material proportions, resulting in slag with minimal batch-to-batch fluctuations in chemical composition and activity indices. The quality coefficient—defined as (CaO + MgO + Al₂O₃) / (SiO₂ + MnO + TiO₂)—remains stable within the 1.2–1.6 range, meeting the requirements of the GB/T 203 standard. When cement plants utilize this slag powder, there is no need for frequent adjustments to mix proportions, and the finished cement consistently meets specifications for properties such as strength and setting time, making it well-suited for large-scale, continuous production.
Low iron content, sufficient gelling activity.
The total iron content of blast furnace slag is typically below 2%; existing in a combined state within silicate minerals, it does not interfere with the hydration process. When incorporated into cement, slag powder undergoes sustained hydration—activated by the alkalinity of the clinker—to form C-S-H gel; it achieves an activity index exceeding 95% at 28 days, and its 90-day strength can surpass that of pure Portland cement with the same mix proportions. In industrial production, slag powder can replace 30%–50% of cement clinker on an equal-mass basis while ensuring the cement meets standard grade requirements.
No risk of volumetric instability
During the water-quenching process, all CaO and MgO within the slag are incorporated into mineral phases, leaving no free oxides; consequently, when blended into cement, the material consistently meets standards for soundness in both the boiling and autoclave tests, making it suitable for a wide range of construction applications.
Grinding economics meet the required standards.

Granulated blast furnace slag has a Bond work index of 12–16 kWh/t; when ground to a specific surface area of 420 m²/kg to produce Grade S95 slag powder, the system energy consumption is approximately 40–45 kWh/t. With controllable grinding costs, it possesses the economic foundation for large-scale industrial application.
Effect of Iron Content on the Short-term and Long-term Strength of Cement
Iron oxides and metallic iron do not participate in hydration reactions; within the cement system, they serve merely as fillers and directly dilute the proportion of active components, making them a key factor influencing the strength performance of steel slag cement.
Short-term strength impact (within 7 days)
At identical specific surface areas and dosage levels, steel slag powder exerts a greater negative impact on the early-age strength of cement than ground granulated blast-furnace slag (GGBS) powder.
On one hand, the substantial iron oxides present in steel slag act as inert components, directly reducing the proportion of active minerals in the system and thereby decreasing the formation of early-age hydration products. On the other hand, steel slag has a Bond Work Index of 22–26 kWh/t, indicating significantly poorer grindability than GGBS; consequently, for the same grinding energy input, the resulting particles are coarser and offer a smaller surface area for hydration reactions, further retarding the development of early-age strength.
Comparison of the effect of different dosage levels on the compressive strength of cement at the same specific surface area (strength of neat cement control sample = 100%)
| Mixed Material Type | Dosage | 3-day Compressive Strength Ratio | 7-day Compressive Strength Ratio |
| Granulated Blast Furnace Slag Powder | 20% | 90%-93% | 93%-96% |
| Steel Slag Powder | 20% | 78%-85% | 82%-88% |
| Granulated Blast Furnace Slag Powder | 30% | 82%-87% | 88%-92% |
| Steel Slag Powder | 30% | 70%-78% | 76%-83% |
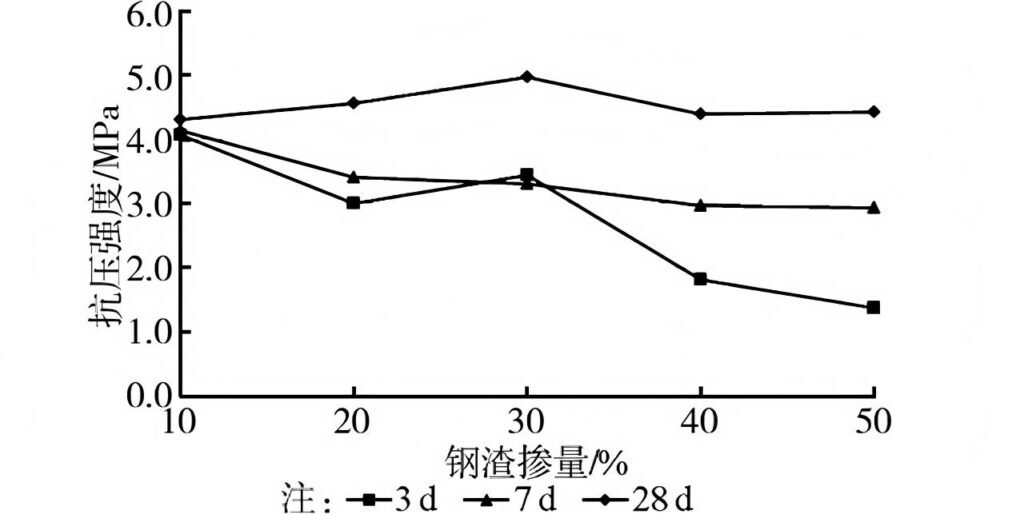
When the replacement level exceeds 20%, the 3-day compressive strength of cement containing steel slag can decrease by 15%–25%, whereas the reduction for cement containing an equal amount of ground granulated blast-furnace slag is typically within 10%.
Long-term strength effects (28 days and beyond)
As the hydration period extends, active minerals in the steel slag—such as dicalcium silicate—gradually hydrate, leading to some increase in later-stage strength; however, the extent of this growth is limited by the total content of active components.
At replacement levels below 15%, the micro-aggregate effect of the steel slag powder can partially compensate for its insufficient reactivity, narrowing the gap in 28-day strength compared to pure cement to within 5%; however, once the replacement level exceeds 20%, the decline in strength becomes irreversible. Overall, the 28-day activity index of ordinary steel slag powder typically ranges from 70% to 80%, falling short of the 95% level achieved by S95-grade slag powder; although strength continues to increase up to 90 days, it remains lower than that of slag powder used at the same replacement level.
The core reason for the reduced application of steel slag in China's cement industry
Following the implementation of GB 175-2023, Chinese cement plants have essentially ceased using steel slag in the production of general-purpose cement. The primary reason is that constituents such as free oxides, MgO, and aluminum content in steel slag adversely affect the cement's volume stability, strength, and corrosion resistance; furthermore, ensuring consistent quality is difficult, making it impossible to meet the standard's mandatory quality control requirements.
Effect of Free Oxides and MgO on Volume Stability
The free calcium oxide (f-CaO) in steel slag exists in a "dead-burnt" state resulting from high-temperature processing, characterized by an extremely slow hydration reaction rate. The standard boiling test can only hydrate approximately 46.2% of the f-CaO; even after eight hours of boiling, the hydration rate reaches only 70.8%. The remaining unhydrated f-CaO hydrates slowly over months or years following cement hardening, forming calcium hydroxide; this process involves a volume expansion of approximately 98%, generating internal expansion stress that leads to paste cracking and strength regression. Under ambient curing conditions, the expansion process of steel-slag-blended cement occurs in two stages: a rapid expansion phase during the first two months, followed by a slow expansion phase, with the entire expansion cycle lasting approximately 15 months.
Magnesium oxide (MgO) in steel slag exists in two forms: one portion forms an RO solid solution with FeO and MnO (with the chemical formula MgO·1.20FeO·0.05MnO·0.03CaO), while the other exists in a free state. The hydration of free MgO into magnesium hydroxide is a process spanning several years or even over a decade, accompanied by a volume expansion of approximately 148%, resulting in delayed expansion-induced damage. The RO phase remains stable when the FeO/MgO molar ratio is 1:1 and the MnO/MgO molar ratio is 0.5:1; however, if these ratios are exceeded, the RO phase slowly decomposes to release free MgO, posing a similar risk of long-term expansion. Due to significant variations in the forms of MgO found in steel slag from different plants, establishing a uniform threshold for safe incorporation levels presents technical challenges; consequently, general cement standards adopt a cautious approach.
Additionally, the β-form dicalcium silicate in steel slag undergoes a phase transformation to the γ-form during cooling, a process accompanied by a volume expansion of approximately 10%. In hardened paste at ambient temperature, this transformation proceeds very slowly, and its impact on long-term volume stability is less significant than that of free oxides. The core cause of quality issues in steel slag concrete projects observed in certain regions of China is delayed expansion driven by free oxides within the steel slag, which leads to dense surface "pop-outs" and spalling. Such damage is characterized by a long incubation period and difficulty in repair, posing a long-term threat to the structural safety of buildings.
Constraint of low aluminum content on strength development

The Al₂O₃ content in steel slag is generally only 1%–5%, far lower than the 6%–17% found in blast furnace slag. Aluminates play a crucial role in early hydration reactions and are central to pozzolanic activity; the low aluminum content directly results in insufficient early reactivity, slow hydration rates, and a limited contribution to the early strength of cement. Furthermore, the deficiency in aluminum components restricts the synergistic hydration effects between steel slag, gypsum, and clinker, preventing the formation of a sustained and stable strength development curve.
Effect on the corrosion resistance of cement
In a humid environment, metallic iron particles within steel slag undergo electrochemical corrosion; the resulting volumetric expansion of rust products generates micro-cracks in the hardened paste, creating pathways for the ingress of aggressive agents such as sulfates and chloride ions, thereby reducing the material's resistance to chemical attack. Simultaneously, galvanic cell effects within the paste accelerate the corrosion of embedded steel reinforcement, shortening the service life of the concrete structure.
Furthermore, soluble phosphorus and sulfur components introduced by the steel slag retard the hydration reaction and degrade the pore structure of the cement matrix, further compromising resistance to chemical attack.
Current Status of Steel Slag Powder Application in China
Application Regulations and Dosage Requirements in the Cement Industry
The incorporation of steel slag into cement is not entirely prohibited; rather, there are clearly defined application boundaries for different types of cement:
General-purpose Portland Cement: Direct Addition as an Admixture is Prohibited
GB 175-2023 is a mandatory national standard. It explicitly stipulates that the only permitted admixtures for general-purpose Portland cements (P·I, P·II, P·O, P·S, P·F, P·P) are granulated blast-furnace slag, fly ash, limestone, and pozzolanic materials; steel slag is not included in this list. Directly adding steel slag powder as an admixture during the production of finished general-purpose cement constitutes a violation of the standard.
Specialty Cements: Clear Standards and Dosage Ranges Apply
The current standard GB/T 13590-2022, Steel Slag-Slag Portland Cement, is a recommended national standard that came into effect on July 1, 2023. As a specialty cement, it is not governed by GB 175. The standard specifies a steel slag powder content of 10%–30% and a granulated blast-furnace slag content of no less than 20%, with a combined admixture content of 40%–70%; the product strength grades are 32.5 and 42.5. Additionally, industry standards such as JC/T 1082-2008, Low-Heat Steel Slag-Slag Portland Cement, remain valid and may be legally used for low-heat engineering applications.
Cement Raw Meal Proportioning: Small Amounts Permitted as Iron-Correcting Material
Steel slag can be incorporated into cement raw meal as an iron-correcting material, typically at a dosage of 3%–5%. After calcination at high temperatures (1,450°C), free oxides within the steel slag fully participate in the formation of clinker minerals, eliminating soundness risks; furthermore, it can substitute for natural iron ore and reduce the thermal energy consumption of clinker firing by 2%–3%.
Other application areas for steel slag powder not involving incorporation into cement
Beyond the cement sector, diversified channels for steel slag powder utilization have been established; road engineering, building material products, and concrete admixtures constitute the three primary avenues, collectively accounting for over 80% of the total volume utilized. Key application areas include:
- Concrete Mineral Admixture: Steel slag powder used as a concrete mineral admixture is not restricted by general cement standards but complies with the national standard GB/T 20491-2017, "Steel Slag Powder for Cement and Concrete." This standard classifies steel slag powder into two grades: S75 and S95. Grade S95 requires a 7-day activity index of ≥65% and a 28-day activity index of ≥80%, with a free calcium oxide content of ≤4.0% and an autoclave expansion rate of ≤0.5%. In engineering applications, it is typically blended with ground granulated blast-furnace slag (GGBS) and fly ash, replacing 10%–30% of cement by mass. This combination reduces heat of hydration and enhances the abrasion resistance of the hardened concrete, making it suitable for applications such as mass concrete and road paving.
- Solid Waste-Based Low-Carbon Cementitious Materials: By utilizing steel slag as an alkaline activator component and blending it with slag and desulfurization gypsum, clinker-free or low-clinker cementitious materials can be produced. These materials achieve strength grades of 32.5–42.5 and reduce carbon emissions by over 90% compared to traditional cement. They are primarily used in mine backfilling, roadbed base courses, and marine revetments, representing the fastest-growing sector for steel slag utilization. The national standard GB/T 28294-2024, "Iron and Steel Slag Composite Materials," came into effect in January 2025, providing a clear basis for market access for these products.
- Road Engineering Materials:Steel slag powder can serve as a filler in asphalt mixtures, replacing mineral powder to enhance the high-temperature stability of asphalt mastic. When used in conjunction with steel slag aggregates, it extends the service life of asphalt pavements and has been applied on a large scale in numerous domestic expressway projects. Steel slag intended for road use typically requires 6 to 12 months of open-air weathering to ensure the complete hydration of free calcium oxide; after 12 months of weathering, the water-immersion expansion rate of the steel slag can be reduced to below 2%.
- Environmental Remediation and Carbon Mineralization:Steel slag powder, characterized by its alkalinity and porous structure, can be used to amend acidic soils and adsorb phosphorus and heavy metals from water. The calcium and magnesium components within the slag react with CO₂ to form carbonates—sequestering 100–200 kg of carbon per tonne—making it a significant application area for CCUS technology that is currently in the stage of industrial-scale deployment.
Future Development Trends of the Steel Slag Powder Market
Following the narrowing of market channels for general-purpose cement admixtures, the steel slag micro-powder industry has not contracted; instead, driven by a combination of policy constraints, technological upgrades, and market demand, it has evolved toward higher value-added and diversified applications, with the overall market scope continuing to expand.
Rigid policy requirements continue to drive capacity expansion.
Under the policy framework of "dual carbon" goals and solid waste resource utilization, the steel industry faces specific performance requirements regarding the comprehensive utilization rate of steel slag. At the national level, targets have been set to increase the comprehensive utilization rate of bulk metallurgical slag; the industry has already raised this rate to over 95%, with the specific rate for steel slag standing at approximately 78%—indicating clear room for further improvement. Major steel-producing regions—such as Hebei, Jiangsu, and Shandong—have introduced supporting policies that offer financial subsidies and tax incentives for high-value steel slag utilization projects, while also mandating that government-funded transportation and water conservancy projects prioritize the consumption of locally produced steel slag.
Currently, the accumulated stock of historical steel slag in China exceeds 1 billion tons, and new slag continues to accumulate at a rate of approximately 130 million tons annually; consequently, the pressure for environmentally sound disposal is driving a sustained demand for the development of resource utilization capacity. As the mainstream pathway for the high-value utilization of steel slag, the production capacity for steel slag micropowder is expected to maintain steady growth. By the end of 2025, the total designed capacity for steel slag micropowder in China is projected to approach 280 million tons per year, with a capacity utilization rate of approximately 76%.
Upgrading grinding equipment drives improvements in product quality.

The poor grindability of steel slag has long been a bottleneck hindering its high-value application. Traditional ball milling processes for steel slag are characterized by high energy consumption and low efficiency; they struggle to consistently produce ultrafine products with a specific surface area exceeding 500 m²/kg and offer limited iron removal capabilities.
Vertical roller mills (specifically designed for steel slag) integrate grinding, classification, drying, and multi-stage magnetic separation. These systems reduce electricity consumption by 20%–30% compared to ball milling, consistently produce ultrafine steel slag powder with a specific surface area of 450–600 m²/kg, and lower the metallic iron content in the final product to below 0.5% through multi-stage magnetic separation.
Ultrafine grinding reduces particle size, disrupts mineral crystal structures, and enhances hydration activity. The 28-day activity index of ultrafine steel slag powder can be raised from the 75% typical of standard steel slag powder to 85%–90%, expanding its application from ordinary concrete to high-performance concrete and increasing product added value by 20%–30%. Upgrading grinding equipment is the key driver in shifting the steel slag powder industry from "extensive disposal" to "quality enhancement." Currently, vertical roller mill technology accounts for approximately 42% of domestic production capacity, leaving significant room for increased market penetration. Demand for steel slag vertical roller mills is growing faster than that for traditional cement grinding equipment, and their market penetration continues to rise.
Diversified application scenarios expand the scope for consumption.
In the future, the consumption of steel slag micro-powder will no longer rely solely on the cement industry but will instead shift toward a multi-sector collaborative consumption model:
Low-carbon cementitious materials represent the fastest-growing application sector; there is significant demand in areas such as mine backfilling, underground engineering, and ecological restoration—all of which prioritize low-carbon attributes—and steel slag-based cementitious materials are highly suitable for these uses, with their share of total consumption projected to exceed 35% by 2030. Meanwhile, application standards for transportation infrastructure are being continuously refined—exemplified by the recent release of standards such as GB/T 28294-2024 Steel Slag Composite Materials—driving the expanded, synergistic use of steel slag micro-powder and steel slag aggregates. Finally, demand is steadily rising in the precast concrete sector, where ultra-fine steel slag micro-powder helps lower heat of hydration and reduce thermal cracking in steam-cured components, aligning well with the industry's shift toward prefabricated construction.
Market Size and Equipment Demand Forecast
Between 2026 and 2030, domestic capacity for steel slag micro-powder is projected to increase by approximately 40 million tonnes, while the replacement of existing ball mill capacity with vertical roller mills is expected to involve about 30 million tonnes; consequently, the market for steel slag vertical roller mill equipment is set for steady growth.
As application-side requirements for product quality rise, the share of ultra-fine steel slag micro-powder capacity is expected to grow from the current 15% to 40% by 2030, with demand for high-end grinding equipment increasing at a rate above the industry average. Since a single 600,000-tonne-per-year production line requires one large-scale steel slag vertical roller mill, both capacity expansion and the replacement of existing equipment will continue to drive demand for new machinery.
FAQ
Steel slag is still permitted and utilized in many countries as a supplementary cementitious material or mineral additive, provided it meets relevant quality standards. The main concern is not the steel slag itself, but its potential content of free lime (f-CaO) and free magnesium oxide (f-MgO), which can cause expansion and affect long-term volume stability if not properly processed. Modern aging, hot-steam treatment, and grinding technologies can effectively stabilize steel slag and make it suitable for cement production. In countries such as China, Japan, and several European nations, steel slag continues to be used in cement, concrete, road construction, and other building materials as part of circular economy and carbon reduction initiatives. Therefore, regulatory restrictions in certain regions typically reflect concerns over quality control and product standards rather than a blanket prohibition of steel slag as a cement additive.
1. Large Variations in Chemical Composition
One of the primary reasons steel slag is no longer widely accepted as a cement additive in China is its highly inconsistent chemical composition. Unlike granulated blast furnace slag (GGBS), which is produced through a relatively stable ironmaking process, steel slag is generated during steel refining, where raw materials, steel grades, furnace conditions, and production technologies can vary significantly from one plant to another. As a result, the contents of free lime (f-CaO), free magnesia (f-MgO), iron oxides, silica, and other minerals can fluctuate substantially between batches. This inconsistency makes it difficult for cement manufacturers to produce cement with stable quality, predictable strength development, and reliable long-term performance.
2. Some Manufacturers Historically Added Excessive Amounts of Steel Slag
Because steel slag is often less expensive than clinker, some manufacturers historically used it in excessive quantities to reduce production costs. While limited additions may be technically manageable, excessive steel slag replacement can significantly reduce cement performance, particularly early strength development and overall product consistency. In some cases, high steel slag content contributed to unstable setting times, reduced durability, and increased expansion risks. These practices created concerns within the construction industry and prompted regulators to impose stricter controls to prevent the misuse of steel slag as a low-cost filler rather than a carefully controlled supplementary material.
3. Steel Slag Is Difficult to Regulate and Quality-Control
The large variation in steel slag properties creates significant challenges for both manufacturers and regulators. Two shipments of steel slag from different steel plants—or even from the same plant at different times—can exhibit completely different chemical and mineralogical characteristics. Effective quality control requires extensive testing, aging, and monitoring of every batch, which increases costs and complexity. Furthermore, some performance issues, such as expansion-related cracking, may only appear years after construction. This makes regulatory oversight difficult and increases the risk of substandard materials entering the market, leading authorities to favor more consistent and easier-to-control cementitious materials. But as long as the property of the steel slag is stable then the above concern is solved and steel slag can be safely used as an additive.
In modern cement plants, both GGBS (Ground Granulated Blast Furnace Slag) and steel slag are predominantly ground using vertical roller mills (VRMs) rather than traditional ball mills. For GGBS, VRMs offer significantly lower power consumption, higher drying capacity, and better control of product fineness, making them the industry-standard choice for large-scale slag grinding projects. Steel slag, however, is more abrasive and contains higher iron content, which increases wear on grinding components. While ball mills can handle steel slag and are sometimes used in smaller plants, modern steel slag grinding systems increasingly employ specially designed VRMs equipped with wear-resistant grinding rollers and separators to achieve higher efficiency and lower operating costs. Therefore, for most new slag grinding plants, VRMs are the preferred solution for both GGBS and steel slag, while ball mills are mainly selected for smaller capacities, lower initial investment, or specific process requirements.
Conclusion
The removal of steel slag from the list of admixtures for general-purpose Portland cement under GB 175-2023 represents an industry standard upgrade aimed at ensuring engineering quality, safety, and product consistency. This decision is primarily driven by risks to volume stability caused by free oxides in steel slag, as well as performance stability issues resulting from high iron and low aluminum content; it does not constitute a total ban on the resource utilization of steel slag.
Granulated blast furnace slag will remain the cement industry's primary supplementary cementitious material, thanks to technical attributes such as stable composition, sufficient reactivity, and the absence of volume stability risks. Meanwhile, steel slag powder is shifting away from the singular focus on general-purpose cement toward diversified applications—including specialty cements, concrete admixtures, low-carbon cementitious materials, and engineering materials—marking a transition in industrial logic from mere "solid waste disposal" to "high-value utilization." Driven by deepening "dual-carbon" policies, technological upgrades in grinding equipment, and the refinement of application standards, the steel slag powder industry is poised for high-quality development and continued market expansion; consequently, steel slag vertical mills—as core production equipment—will see sustained market demand fueled by industrial upgrading and the replacement of existing assets.






