














Black sand consists of heavy mineral placer deposits formed through fluid transport, sorting, and enrichment processes; it is frequently found in close association with alluvial placer gold and serves as a crucial medium for the global development of low-grade gold resources. These resources are widely distributed—with substantial reserves—across countries such as the Philippines, Indonesia, South Africa, and Guinea, possessing significant potential for industrial-scale development. Traditional gold extraction from black sand typically relies on artisanal methods—utilizing tools such as gold pans and simple sluices—which are plagued by inherent limitations, including restricted processing capacity, low recovery rates for fine-grained and encapsulated gold, and severe wastage of gold resources; consequently, these methods are ill-suited to meet the demands of large-scale, high-efficiency industrial production. This paper systematically elucidates the genetic types, mineralogical characteristics, and modes of gold occurrence within black sand deposits. Furthermore, it comprehensively analyzes the underlying principles, requisite equipment, and applicability boundaries of four mainstream gold extraction processes. By integrating case studies from industrial applications, the paper clearly defines the core principles for process selection, thereby providing a systematic technical reference for the industrial-scale production of gold from black sand resources.
Formation, Resource Distribution, and Mineralogical Characteristics of Black Sands

Genetic Types of Black Sand
Black sands are placer deposits formed through the fluid-driven transport, sorting, and enrichment of heavy minerals. Based on their depositional environments, they can be classified into three categories; these distinct types of black sands exhibit significant differences in both the mode of gold occurrence and their mineralogical composition.
- Fluvial Alluvial Black Sand: This constitutes the primary raw material source for gold extraction operations. Formed through the processes of fluvial transport and sedimentation, it is predominantly distributed across riverbeds, riverbanks, sandbars, floodplains, and river terraces. This type of black sand exhibits a close paragenetic association with alluvial placer gold; the gold particles typically present as granular or flaky forms, characterized by a relatively broad range of grain sizes.
- Coastal Placer Black Sand: Formed through the sorting actions of tides and waves, this type is distributed across coastal tidal flats and sandbar zones. Coastal placer black sand is characterized by a high degree of heavy mineral enrichment; the gold particles tend to be fine-grained and are frequently associated with other heavy minerals such as zircon, cassiterite, and ilmenite.
- Pyroclastic Black Sand: Formed through the deposition of detritus following volcanic eruptions, this type is primarily distributed in regions surrounding zones of volcanic activity. Pyroclastic black sand features a high proportion of magnetic minerals; the gold particles typically exist as microscopic inclusions within the host material, rendering their separation and recovery particularly challenging.
Global Distribution of Black Sand Resources
Black sand resources are widely distributed across the globe; proven rich deposits are found in countries such as the Philippines, Indonesia, South Africa, Morocco, Nigeria, and Guinea. The black sand deposits in these regions are characterized by their large scale, stable associated gold grades, and high potential for development; among these, river alluvial black sands serve as the primary source of raw material for global gold extraction operations from black sands.
Mineralogy and Physicochemical Characteristics of Black Sand
Macroscopic Physicochemical Parameters
Black sands typically appear black or dark gray in color, with an overall density of approximately 5; the specific gravity of their constituent minerals falls predominantly within the 4–5 range. This exhibits a significant specific gravity differential relative to native gold (specific gravity: 15.6–19.3)—a difference that constitutes the core theoretical basis for gold recovery via gravity separation. The feed particle size for black sands is typically controlled to within -3 mm; consequently, raw black sands must undergo a screening process to remove coarse impurities, such as gravel, before proceeding to the separation stage.
Characteristics of Mineral Composition
The mineral composition of black sand can be classified into three categories; the key physicochemical parameters for each mineral category are presented in the table.
- Principal Minerals: Predominantly iron oxide minerals—such as magnetite and hematite—constituting 60% to 90% of the total mass of the black sand. Among these, magnetite is a strongly magnetic mineral; it serves as the primary source of the black sand's magnetism and acts as the principal carrier mineral for entrapped gold grains.
- Associated Heavy Minerals: These include chromite, cassiterite, zircon, ilmenite, and others, accounting for 10% to 40% of the total mass of the black sand. In some deposits, trace amounts of platinum-group minerals, galena, and other metallic minerals are also present as associated constituents.
- Target Mineral: Native gold. In black sands, it typically exists as a trace component; in alluvial-type black sand deposits, the grade of native gold generally ranges from 0.1 to 10 g/t.
| Mineral Name | Specific Gravity Range | Magnetic Susceptibility (×10⁻⁶ cm³/g) | Embedding Characteristics |
| Magnetite | 4.9-5.2 | 3000-100000 | Main constituent mineral of black sand, mostly fine-grained aggregates, the main wrapping carrier for gold particles |
| Hematite | 4.8-5.3 | 500-3000 | Main constituent mineral of black sand, mostly in flaky and granular aggregates |
| Native gold | 15.6-19.3 | <5 | Target mineral, mostly granular, flaky, dendritic, particle size mostly concentrated below 1 mm |
| Chromite | 4.0-4.8 | 100-500 | Secondary associated heavy mineral, mostly in granular aggregates |
| Cassiterite | 6.8-7.1 | <5 | Secondary associated heavy mineral, mostly short columnar and granular |
| Zircon | 4.6-4.7 | <5 | Secondary associated heavy mineral, mostly tetragonal prismatic |
| Ilmenite | 4.5-5.0 | 50-1000 | Secondary associated heavy mineral, mostly granular and tabular |
| Platinum group minerals | 14-22 | <5-1000 | Trace associated minerals, mostly intergrown with native gold |
The Mode of Occurrence of Gold in Black Sands
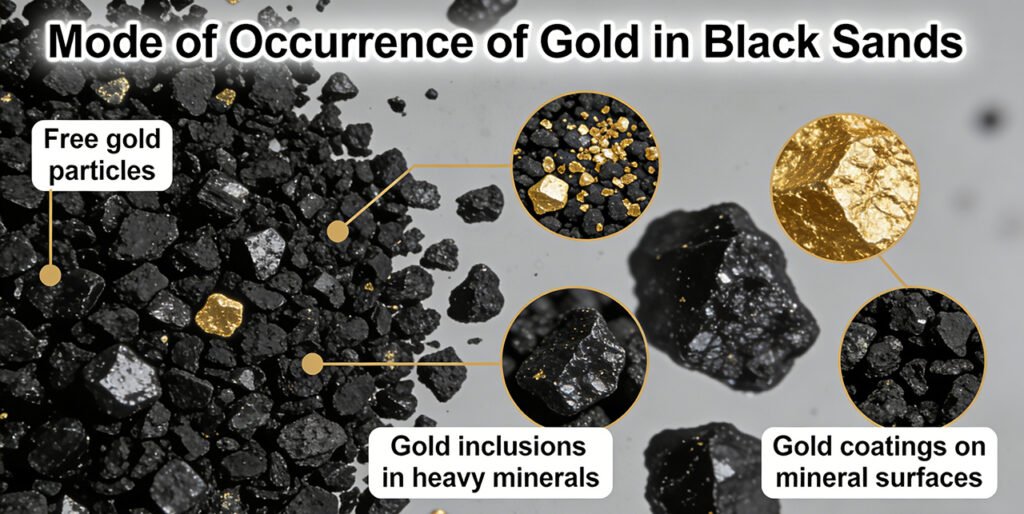
Gold within black sands exists exclusively in the form of native gold. Its fineness typically ranges from 80% to 95%, and its grain size distribution is dominated by fine and very fine particles—specifically, those under 1 mm. Based on their mode of occurrence, these gold particles can be classified into three categories; gold in different modes of occurrence necessitates the application of distinct beneficiation processes.
- Liberated Gold: Gold particles are not intergrown with other minerals and are fully exposed within the mineral pulp; their proportion increases as the particle size of the gold grains increases. For gold particles in the +0.074 mm size fraction, the degree of liberation typically exceeds 80%, allowing for effective recovery through direct gravity separation.
- Intergrown Gold: Gold particles are partially intergrown with gangue minerals or magnetic minerals, with only a portion of their surface exposed; their proportion increases as the particle size of the gold grains decreases. This type of gold requires liberation through grinding operations before it can be recovered via separation processes.
- Inclusion Gold: Gold particles are completely encapsulated by gangue minerals—such as magnetite and hematite—and possess no exposed surface area; among ultrafine gold particles in the -0.037 mm size fraction, this category can account for over 60% of the total. Conventional direct separation processes are unable to recover this type of gold; effective recovery can only be achieved after liberation through grinding and the subsequent removal of the host minerals via magnetic separation.
Limitations of Traditional Black Sand Gold Extraction Processes
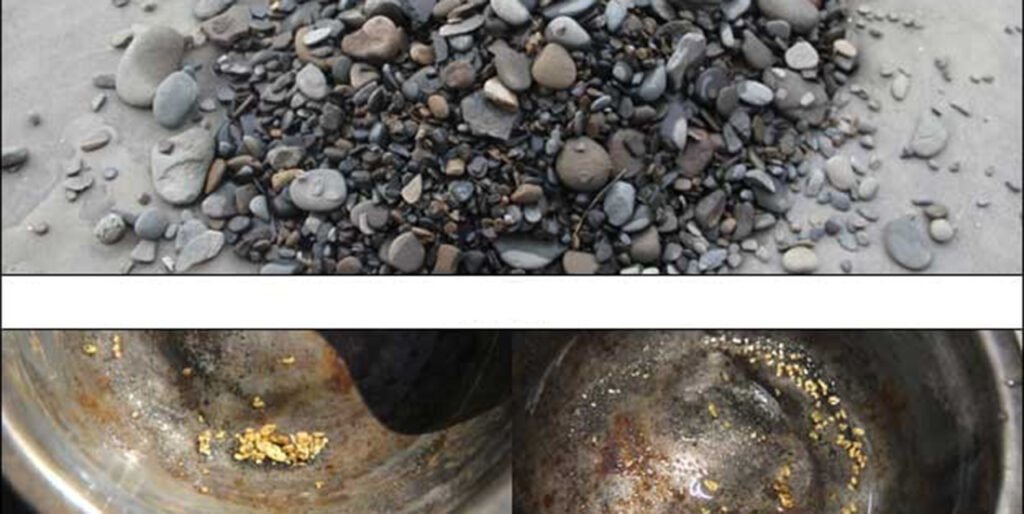
The equipment employed in traditional black sand gold recovery operations includes gold pans, fixed sluices, and rocker boxes. The core principle relies on simple gravity separation, making it suitable only for artisanal, small-scale operations; it faces significant limitations in industrialized applications. The operational parameters and limitations of these various traditional devices are presented in the table below.
| Equipment Name | Single Unit Processing Capacity | Effective Gold Particle Recovery Size | Gold Recovery Rate Range | Core Limitations |
| Gold Pan | 0.5-2 tons / person·shift | +0.1mm | 60%-70%(+0.1mm);<30%(-0.074mm) | Extremely low processing capacity, high manual labor intensity, low recovery of fine-grained gold, serious resource waste |
| Fixed Sluice Box | 2-5 tons / hour | +0.074mm | 50%-65%(+0.074mm);<20%(-0.037mm) | Low enrichment ratio, requires multiple scavenging passes, prone to gold particle loss, cannot achieve continuous and stable production |
| Gold Rocker Box | 1-3 tons / hour | +0.074mm | 65%-75%(+0.074mm);<35%(-0.037mm) | Limited capacity, poor operational stability, weak adaptability to raw material particle size fluctuations, unsuitable for large-scale production |
The common limitations of traditional gold extraction processes include:
- Processing capacity is limited, with the hourly throughput of a single unit consistently falling below 5 tons, thereby precluding large-scale, continuous production;
- Gold recovery rates are low; specifically, the recovery rate for fine gold particles smaller than 0.074 mm generally falls below 40%, leading to the irreversible waste of gold resources;
- Manual labor intensity is high, as the operational process requires constant human intervention, resulting in a disproportionately high share of labor costs;
- The system lacks the capability to recover intergrown or encapsulated gold, resulting in a low overall utilization rate of mineral resources.
Core Process and Ancillary Equipment for Black Sand Gold Extraction
To address the limitations of traditional methods, four mainstream gold extraction processes have emerged in current industrial applications, covering scenarios characterized by diverse raw material properties, processing scales, and production requirements. The core features of each process are outlined below.
Shaking Table Separation Process

Shaking table separation is a fundamental gravity separation technique and currently serves as the mainstream process for small-scale gold recovery from black sands; it is characterized by a simple workflow, low investment costs, and high separation precision.
Sorting Principle
By leveraging the specific gravity difference between native gold and black sand gangue minerals, and through the combined action of reciprocating, asymmetrical vibration of the deck and the flushing effect of a lateral water flow, the mineral particles undergo four distinct stages on the deck surface: loosening, stratification, migration, and separation.
- Loosening Phase: Vibration of the deck causes the mineral particles to form a loose bed, thereby providing the necessary space for mineral stratification.
- Stratification Phase: Heavier gold particles settle downward to the bottom layer of the bed, while lighter gangue minerals float to the upper layer, thereby completing the vertical stratification based on specific gravity.
- Transport Phase: Driven by the reciprocating vibration of the deck, the heavy minerals in the bottom layer move longitudinally along the deck toward the concentrate discharge end; meanwhile, the lighter minerals in the upper layer—subjected to the flushing action of the transverse water flow—move laterally across the deck toward the tailings discharge end.
- Separation Phase: Minerals of differing specific gravities are discharged at distinct locations on the deck; gold particles are collected at the concentrate end, while gangue minerals are discharged at the tailings end, thereby completing the beneficiation process.
Ancillary Equipment and Operating Parameters
The core auxiliary equipment is the shaking table, which primarily consists of the deck, drive mechanism, frame, slope adjustment device, wash water trough, and feed trough. The core operational parameters for the equipment include the stroke, stroke frequency, transverse slope of the deck, feed concentration, and feed rate.
- Stroke and Stroke Rate: For processing coarse-grained materials, a long stroke and low stroke rate are employed; for processing fine-grained materials, a short stroke and high stroke rate are used.
- Transverse Bed Slope: The control range is 0.5° to 5°; a steeper slope is used for coarse-grained materials, while a gentler slope is used for fine-grained materials.
- Feed Concentration: The control range is 20% to 30%; the finer the feed particle size, the lower the feed concentration.
- Feed Rate: Adjusted according to the feed particle size; the finer the particle size, the lower the feed rate.
Sorting Performance and Applicable Scenarios
The feed particle size range for shaking table separation is 0.037–3 mm; for gold particles within the 0.037–1 mm size fraction, the recovery rate can reach 85%–95%, with an enrichment ratio ranging from 100 to 1,000 times. The primary limitation of this process lies in the low throughput of individual units, with an hourly processing capacity typically ranging from 0.5 to 2 tons.
Applicable Scenarios: Small-scale production operations characterized by limited investment budgets, raw materials in which gold particles are predominantly liberated (monomer dissociation), gold particle sizes smaller than 1 mm, and a daily processing capacity of less than 50 tons.
Supporting Process Flow
To enhance sorting efficiency, shaker sorting typically employs a staged feed process.
- The raw ore is screened using a trommel screen to remove +3 mm gravel and impurities;
- The undersize material is then separated by a classifying screen into three size fractions: +0.5 mm, 0.1–0.5 mm, and –0.1 mm;
- Materials of different size fractions are fed separately into shaking tables configured with corresponding operating parameters for beneficiation;
- The shaking table concentrates are collected and proceed to subsequent refining stages, while the tailings are combined and subjected to a scavenging process to recover any lost gold particles. Shaking table beneficiation typically employs a classified feeding flowsheet:
Spiral Chute Separation Process

The spiral chute separation process is a continuous gravity separation technique that serves as the mainstream roughing method for medium-to-large-scale gold recovery operations from black sands. It is characterized by high processing capacity, continuous operational capability, an absence of moving parts, and exceptional operational stability.
Sorting Principle
The mineral slurry is fed into the spiral chute from the feed box at the top and flows downward along the spiral flights; under the combined action of gravity, centrifugal force, frictional force from the water flow, and fluid pressure, the slurry forms distinct surface and bottom layers within the spiral channel.
- The surface flow, characterized by high velocity, carries gangue minerals of lower specific gravity toward the outer edge of the spiral trough, ultimately discharging them from the tailings end;
- The underflow, characterized by low velocity, carries gold particles of higher specific gravity toward the inner edge of the spiral trough, ultimately discharging them from the concentrate end, thereby achieving the continuous separation of gold from gangue minerals.
Auxiliary Equipment and Structural Parameters
The core auxiliary equipment is the spiral chute, which primarily consists of the spiral flights, feed launder, product splitter, and support frame. The core structural parameters of the equipment include the spiral diameter, number of spiral starts, pitch, trough surface inclination, and longitudinal slope.
- Spiral Diameter: Ranging from 300 to 2000 mm. Larger diameters correspond to higher processing capacities; large-diameter equipment is suitable for coarse-grained materials, while small-diameter equipment is suitable for fine-grained materials.
- Number of Spiral Starts: Available in single-, double-, triple-, and quadruple-start configurations. Multi-start equipment allows for the simultaneous processing of multiple streams of mineral slurry, thereby increasing the processing throughput per unit of floor space.
- Number of Spiral Turns: Typically ranges from 3 to 5 turns. A higher number of turns results in greater separation precision.
Sorting Performance and Applicable Scenarios
The applicable feed particle size range for the spiral chute is 0.02 to 3 mm. The hourly processing capacity of a single unit ranges from 5 to 40 tons, depending on its diameter; specifically, a unit with a diameter of 2000 mm can achieve an hourly throughput of up to 40 tons. For gold particles within the 0.074 to 2 mm size fraction, the sorting recovery rate can reach 75%–90%, with an enrichment ratio of 50 to 200 times.
Applicable Scenarios: Medium-to-large-scale production operations with a daily processing capacity exceeding 50 tons. These units are typically employed in the roughing stage of gold recovery from black sands; the resulting rough concentrate is then subjected to a subsequent fine-selection process using shaking tables to enhance the grade of the final concentrate.
Supporting Process Flow
Standard Process Flow for Spiral Chute Separation:
- The raw ore is screened using a trommel screen to remove +3mm gravel and impurities;
- The undersize material is prepared into a slurry with a concentration of 20%–40% and fed into spiral chutes for rough beneficiation;
- The rough concentrate is fed onto shaking tables for fine beneficiation, yielding the final gold concentrate;
- The rough tailings are fed into scavenger spiral chutes for processing; the scavenger concentrate is returned to the rough beneficiation stage, while the scavenger tailings constitute the final tailings.
Magnetic Separation – Gravity Separation Combined Process

The combined magnetic-gravity separation process is a pretreatment and separation technique developed specifically for highly magnetic black sand feedstocks. It effectively enhances both gold recovery rates and concentrate purity, establishing itself as the mainstream process for treating medium-to-high-difficulty black sand materials in industrial applications.
Process Principles
Among the constituents of black sand, magnetite—which accounts for the largest proportion—is a strongly magnetic mineral; hematite is weakly magnetic; and native gold is non-magnetic. Furthermore, gold particles are frequently encapsulated within these magnetic minerals, rendering direct gravity separation ineffective for their recovery. This process employs magnetic separation as a pretreatment step to sequentially remove the strongly and weakly magnetic minerals from the black sand, thereby achieving two core objectives:
- It removes magnetic minerals—which constitute 60% to 90% of the total raw material—thereby reducing the feed volume for subsequent gravity separation operations and enhancing sorting efficiency.
- It liberates gold particles encapsulated within magnetic minerals, thereby eliminating the interference of these minerals in the gold separation process and improving both gold recovery rates and concentrate purity. The non-magnetic product resulting from this magnetic separation pretreatment is then subjected to gravity separation operations to achieve the enrichment and recovery of gold.
Auxiliary Equipment and Parameters
The core auxiliary equipment includes magnetic separators and gravity separation equipment.
- Magnetic Separators: Classified into three categories, selected based on the magnetic characteristics of the raw materials. Weak-field magnetic separators, with a magnetic field strength of 80–160 kA/m, are used to remove strongly magnetic magnetite; medium-field magnetic separators, with a magnetic field strength of 160–480 kA/m, are used to remove weakly magnetic hematite; and high-gradient magnetic separators, with a magnetic field strength exceeding 480 kA/m, are used to remove fine-grained, weakly magnetic minerals.
- Gravity Separation Equipment: Spiral chutes or shaking tables are selected based on the processing scale.
Sorting Performance and Applicable Scenarios
Magnetic separation pretreatment can remove 60% to 90% of the magnetic minerals present in black sands, thereby reducing the feed volume for subsequent gravity separation operations by over 50%. This process boosts the overall gold recovery rate by 10% to 25% compared to direct gravity separation, while elevating the final gold concentrate grade by more than 30%.
Applicable Scenarios: Medium-to-large-scale production environments characterized by raw materials containing over 60% magnetic minerals, gold particles predominantly occurring as intergrowths or inclusions, stringent requirements for gold concentrate purity, and a daily processing capacity exceeding 30 tons.
Supporting Process Flow
Conventional Two-Stage Magnetic Separation Flowsheet for the Combined Magnetic-Gravity Separation Process:
- The raw ore is screened using a trommel screen to remove +3mm gravel and impurities.
- The undersize material is prepared into a slurry with a concentration of 30%–50% and fed into a weak-intensity magnetic separator to remove strongly magnetic magnetite; the magnetic product constitutes the iron concentrate, while the non-magnetic product proceeds to the next processing stage.
- The non-magnetic product from the weak magnetic separation is fed into a medium-intensity magnetic separator to remove weakly magnetic hematite; the magnetic product constitutes the iron concentrate, while the non-magnetic product proceeds to the gravity separation stage.
- The non-magnetic product undergoes roughing via spiral chutes followed by cleaning on shaking tables to produce the final gold concentrate.
- The tailings from the gravity separation stage are combined and subjected to scavenging; the tailings resulting from this scavenging process constitute the final tailings.
Wet Grinding – Magnetic Separation – Gravity Separation Combined Process
The combined process of wet milling, magnetic separation, and gravity separation is a comprehensive gold recovery technology developed specifically for refractory black sand ores; it enables the maximization of gold recovery and stands as the mainstream process for treating complex, refractory black sand raw materials in industrial applications.
Process Principles
For black sand feedstocks characterized by the presence of coarse-grained metallic minerals, fine gold dissemination, and severe gold encapsulation, direct beneficiation methods are incapable of recovering composite gold particles or encapsulated gold. This process employs an initial wet, closed-circuit vrm grinding stage designed to induce mineral fracture along grain boundaries, thereby achieving the complete liberation of gold particles from gangue minerals, increasing the exposed surface area of the gold, and releasing encapsulated fine gold particles. The ground product subsequently undergoes magnetic separation pretreatment to remove magnetic minerals, culminating in a gravity separation stage that ensures the efficient enrichment and recovery of gold. This integrated process simultaneously enhances the efficiency of gold extraction operations, boosts the overall gold recovery rate, and improves the purity of the final product.
Auxiliary Equipment and Parameters
The core auxiliary equipment includes wet grinding mills, screening and classifying equipment, magnetic separators, and gravity separation equipment.
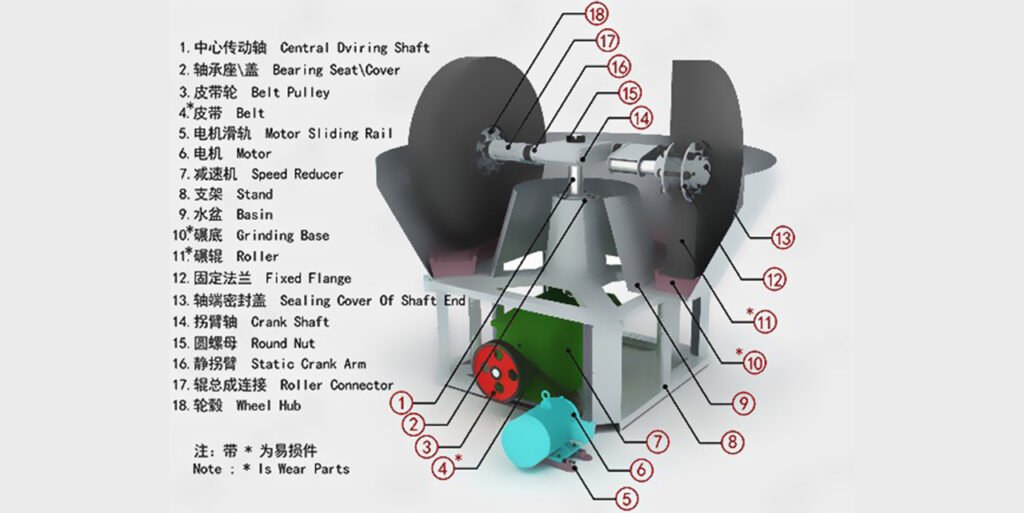
- Wet Pan Mill: Also known as a wheel mill, this device primarily consists of a grinding pan, grinding wheels, a transmission mechanism, a frame, and a classifying screen. It employs a wet, closed-circuit grinding operation. Raw materials and water are fed simultaneously into the grinding pan, where the grinding wheels—driven by gravity—crush and grind the material. The ground product is then classified via the screen; coarse particles larger than the screen aperture are returned to the grinding pan for further processing, while fine particles smaller than the aperture are discharged to proceed to subsequent stages. The fineness of the grinding can be adjusted by varying the screen mesh size. In gold recovery operations involving black sands, the grinding product is typically controlled such that the fraction finer than 0.074 mm constitutes 60% to 80% of the total, thereby ensuring the complete liberation of the gold.
- Other Equipment: Consistent with the combined magnetic separation and gravity separation process.
Sorting Performance and Applicable Scenarios
This combined process achieves a recovery rate of over 80% for encapsulated and ultrafine gold particles within black sands—representing an improvement of 30% to 40% compared to direct gravity separation methods—while yielding a final gold concentrate grade exceeding 1,000 g/t.
Applicable Scenarios: This process is designed for refractory black sand feedstocks characterized by the presence of coarse metallic minerals, gold particles occurring primarily as inclusions, an ultrafine gold fraction (particles <0.037 mm) exceeding 30%, and a magnetic mineral content exceeding 80%. It is ideally suited for medium-to-large-scale production operations where maximizing gold recovery is a critical objective.
Comprehensive, Integrated Process Flow
- The raw ore is screened using a trommel screen to remove +3mm gravel and impurities.
- The undersize material is fed into a wet pan mill for closed-circuit wet grinding, with the product fineness controlled to ensure that the -0.074mm fraction constitutes 60%–80%.
- The ground product is fed into a weak-intensity magnetic separator to remove strongly magnetic magnetite; the magnetic product serves as iron concentrate, while the non-magnetic product proceeds to the next processing stage.
- The non-magnetic product from the weak magnetic separation is fed into a medium-intensity magnetic separator to remove weakly magnetic hematite; the magnetic product serves as iron concentrate, while the non-magnetic product proceeds to the gravity separation stage.
- The non-magnetic product is fed into spiral chutes for rough separation; the tailings from the rough separation are fed into scavenger spiral chutes for further processing. The scavenger tailings constitute the final tailings, while the scavenger concentrate is returned to the rough separation stage.
- The concentrate from the rough separation is fed onto shaking tables for a primary beneficiation step; the tailings from this primary step are returned to the rough separation stage, while the concentrate from this primary step is fed onto shaking tables for a secondary beneficiation step.
- The concentrate from the secondary beneficiation step constitutes the final gold concentrate, which is collected and proceeds to the subsequent refining process.
| Process Name | Core Separation Principle | Single Unit Core Equipment Hourly Processing Capacity | Effective Gold Particle Recovery Size | Gold Total Recovery Rate Range | Enrichment Ratio Range | Adapted Daily Processing Scale | Core Applicable Scenarios |
| Shaking Table Separation Process | Mineral specific gravity difference, layered separation achieved through bed surface vibration and water flow | 0.5-2 tons | 0.037-1mm | 85%-95% (liberated gold) | 100-1000 | <50 tons | Budget limited, gold mainly liberated, particle size <1mm, small-scale production |
| Spiral Chute Separation Process | Mineral specific gravity difference, differential separation realized by gravity and centrifugal force in spiral flow field | 5-40 tons | 0.02-3mm | 75%-90% (liberated gold) | 50-200 | >50 tons | Medium to large-scale production, roughing operation, gold mainly liberated |
| Magnetic Separation - Gravity Separation Combined Process | Magnetic separation removes magnetic minerals and liberates encapsulated gold; gravity separation for gold enrichment and recovery | 10-40 tons | 0.02-2mm | 80%-92% | 200-800 | >30 tons | High magnetic mineral content, gold mainly intergrown, medium-large scale with high concentrate purity requirements |
| Wet Grinding - Magnetic Separation - Gravity Separation Combined Process | Wet grinding achieves full mineral liberation; magnetic + gravity separation for efficient gold recovery | 5-30 tons | 0.01-3mm | 80%-90% (including encapsulated gold) | 500-1500 | >20 tons | Gold mainly encapsulated, high fine gold content, difficult ores with large metallic minerals |
Examples of black sand Industrial Applications

This case study details an industrial-scale production project at a black sand processing plant in South Africa. The plant's raw material consists of local riverine alluvial black sand; the project's design and operational parameters are as follows:
Raw Material Characteristics
The primary constituent minerals of the raw ore are magnetite, hematite, chromite, and zircon, accompanied by native gold. The gold grade of the run-of-mine ore is 0.8 g/t, and magnetic minerals account for 72% of the composition. Regarding the gold particle size distribution, 98% of the gold particles are finer than 1 mm; specifically, liberated gold accounts for 78%, intergrown gold for 18%, and occluded gold for 4%.
Designed Capacity
The facility is designed with a daily black sand processing capacity of 100 tons, operating for 300 days per year, resulting in an annual black sand processing volume of 30,000 tons.
Device Configuration
The core equipment includes: one trommel screen, two shaking tables, and associated slurry conveying and water circulation systems.
Production Process Flow
- Pre-processing Stage: The raw ore is fed into a trommel screen with a mesh size of 3 mm to remove +3 mm gravel and large-particle impurities; the undersize material constitutes the black sand concentrate, which is then prepared into a slurry with a concentration of 25%.
- Separation Stage: The screened slurry is fed uniformly into two shaking tables for separation. The operating parameters of the shaking tables are configured to suit a feed particle size range of 0.037–1 mm. Heavy minerals—such as gold particles—settle to the bottom layer of the table deck and migrate longitudinally toward the concentrate discharge end, while gangue minerals migrate transversely toward the tailings discharge end.
- Post-processing: The shaking table concentrate, now a gold concentrate, is collected and forwarded to a subsequent refining stage to produce high-purity gold products. The shaking table tailings are combined and subjected to a scavenging process; the tailings from this scavenging stage constitute the final waste tailings, while the scavenging concentrate is recycled back to the shaking table separation stage.
Selection Principles for Black Sand Gold Extraction Processes
The selection of the black sand gold extraction process must be determined comprehensively, taking into account four core factors: raw material characteristics, production scale, product requirements, and investment budget. The core selection principles are as follows:
Principle of Raw Material Characteristic Compatibility
The characteristics of the raw material serve as the primary basis for selecting the processing technology; the specific process must be determined based on the mineral composition of the black sand, the mode of occurrence of the gold, and the particle size distribution.
- Easily Processed Black Sands: Gold occurs primarily as liberated particles with a grain size of 0.1–1 mm; magnetic minerals constitute less than 60% of the total. For small-scale operations, shaking table separation is the preferred process; for medium-to-large-scale operations, a combined process of spiral chute roughing followed by shaking table cleaning is preferred.
- Moderately Difficult Black Sands: Gold occurs primarily as composite particles with a grain size of 0.037–0.5 mm; magnetic minerals constitute 60%–80% of the total. A combined process utilizing both magnetic separation and gravity separation is preferred.
- Difficult-to-Process Black Sands: Gold occurs primarily as inclusions; ultrafine gold particles (<0.037 mm) account for more than 30% of the total, and the material contains large-grained metallic minerals. Magnetic minerals constitute more than 80% of the total. A combined process involving wet milling, magnetic separation, and gravity separation is preferred.
Processing Scale Adaptation Principles
- For small-scale operations with a daily processing capacity of less than 50 tons, the shaking table separation process is the preferred choice, offering low equipment investment and simple operation.
- For medium-to-large-scale operations with a daily processing capacity ranging from 50 to 500 tons, the preferred approach involves a combination of spiral chute roughing and shaking table cleaning, or a combined magnetic-gravity separation process, to ensure continuous and stable production.
- For large-scale operations with a daily processing capacity exceeding 500 tons, the preferred full-process solution entails multi-stage spiral chute roughing and scavenging, followed by shaking table cleaning, supplemented by a magnetic separation pretreatment step to enhance processing efficiency and resource recovery rates.
Product Quality Compatibility Principle
For production scenarios requiring high gold concentrate grades, a magnetic separation pretreatment stage is necessary to remove magnetic mineral contaminants from the concentrate and enhance the purity of the final product; conversely, for refractory raw materials where high gold recovery rates are paramount, a wet grinding stage is required to ensure the complete liberation of gold and maximize resource recovery.
Investment Cost Alignment Principle
In production scenarios with limited budgets, priority should be given to shaking table separation processes, which feature simple workflows, low equipment investment, and low operating costs. Conversely, in large-scale production scenarios with ample budgets, a comprehensive combined-process approach may be adopted to maximize long-term economic benefits by enhancing recovery rates and production efficiency.
Comprehensive Resource Utilization and Environmental Control in Black Sand Gold Extraction

Comprehensive Utilization of Resources
In addition to native gold, heavy minerals such as magnetite, hematite, chromite, zircon, and cassiterite found in black sands all possess recovery value. During gold extraction operations, the recovery of these associated minerals can be achieved simultaneously: the magnetic products yielded by the magnetic separation stage can be marketed as iron concentrates, while the gravity separation stage—by leveraging differences in mineral specific gravity—enables the separation and recovery of heavy mineral concentrates such as chromite, zircon, and cassiterite. This approach enhances the overall economic efficiency of the project and facilitates the comprehensive utilization of all mineral components.
Environmental Control Requirements
- Wastewater Control: The wastewater generated during gold extraction operations consists primarily of mineral slurry effluent. After undergoing clarification in sedimentation tanks and subsequent filtration, this water may be recycled for use in slurry preparation and equipment washing; the water recycling rate must exceed 90%. The direct discharge of untreated wastewater is strictly prohibited.
- Tailings Disposal: The tailings generated during gold extraction consist of gangue minerals and residual heavy minerals. These materials must be deposited in a compliant tailings storage facility, which must be equipped with an impermeable liner to prevent groundwater contamination. Furthermore, tailings may be utilized for resource recovery—such as for use as construction sand or roadbed fill—in order to minimize the volume requiring long-term storage.
- Dust Control: Dust generated during the raw ore screening and drying processes must be treated using dust removal devices—such as bag filters—to ensure that dust emissions comply with local environmental protection regulations.
Can Black Sand Be Used in Cement Production?
Black sand generally has very limited direct application in cement grinding plants, as it is not a conventional cement raw material or grinding additive. However, depending on its mineral composition, certain black sands rich in iron-bearing minerals such as magnetite or ilmenite can occasionally be used as an iron corrective material in cement clinker production to adjust the raw meal chemistry, or as a component in specialized heavy concrete and radiation-shielding concrete products. In the grinding stage itself, black sand is rarely added to cement because it does not typically improve grinding efficiency, cement performance, or production economics. Therefore, unless the black sand contains valuable iron minerals suitable for raw mix correction or specific construction applications, it is generally not considered a standard material in cement grinding plant operations.
Conclusion
Black sands serve as important resource carriers associated with alluvial placer gold; the significant difference in specific gravity between their constituent minerals and native gold provides the fundamental theoretical basis for gold recovery via gravity separation. The encapsulation of gold particles by magnetic minerals—such as magnetite—within black sands constitutes a critical factor affecting gold recovery rates; consequently, effective liberation of the gold particles necessitates preliminary processing steps involving grinding and magnetic separation. Shaking table and spiral chute separation techniques represent the foundational gravity-based processes for gold recovery from black sands, catering respectively to small-scale, low-budget operations and medium-to-large-scale industrial production scenarios. A combined magnetic-gravity separation process can effectively enhance both gold recovery rates and concentrate purity, making it suitable for processing black sand feedstocks of moderate to high processing difficulty. Furthermore, a combined wet-grinding, magnetic separation, and gravity separation process enables the efficient recovery of encapsulated and ultrafine gold particles from refractory black sands, thereby maximizing resource utilization efficiency. The selection of an appropriate gold recovery process for black sands must be primarily guided by the specific characteristics of the raw material, while also taking into account processing scale, product specifications, and investment budget; by precisely matching the process to the feedstock, the efficient recovery of gold resources can be successfully achieved. Moreover, black sand gold recovery projects can simultaneously facilitate the comprehensive recovery of associated heavy minerals; when coupled with robust environmental control measures, such projects enable the synergistic development of resource utilization and environmental protection.






